When the dust collector falls behind in steel mills, aluminum smelters, foundries, recycling operations, and other metal manufacturing environments, the problem usually shows up everywhere else first: smoky work areas, rising differential pressure, shorter filter life, overloaded hopper systems, maintenance headaches, and frustrated operators.
When the dust collector falls behind in steel mills, aluminum smelters, foundries, recycling operations, and other metal manufacturing environments, the problem usually shows up everywhere else first: smoky work areas, rising differential pressure, shorter filter life, overloaded hopper systems, maintenance headaches, and frustrated operators.
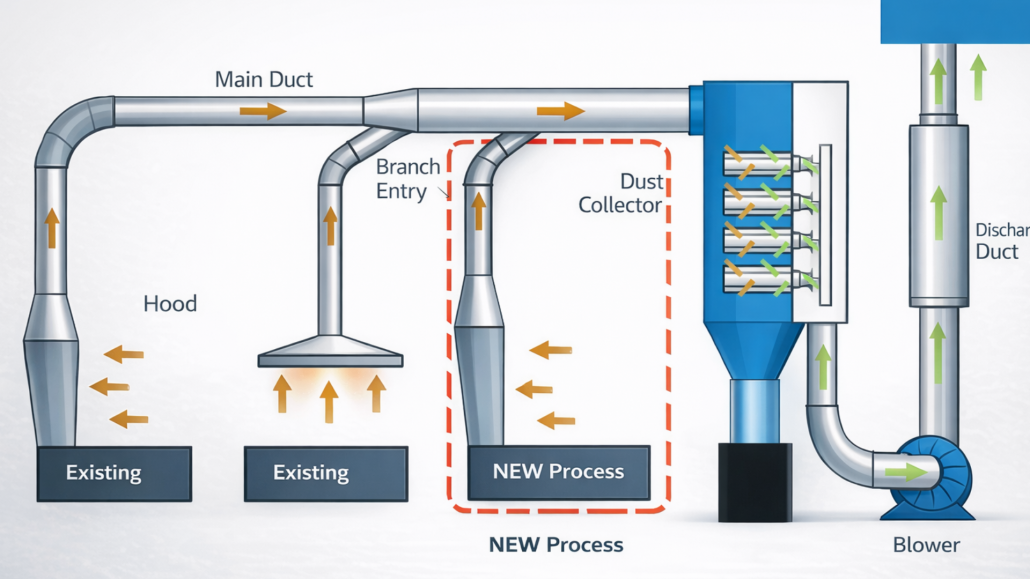
That is why dust collection in metal manufacturing has to be looked at as part of the process. In many of these facilities, production changes come first. A furnace is pushed harder, melt times are shortened, amperage goes up, new burners are added, or throughput increases. The dust collector, however, is often still expected to perform as if nothing changed. That disconnect is where many problems begin.
 In steel production, especially around Electric Arc Furnaces (EAF) and Ladle Metallurgy Furnaces (LMF), dust and fumes are generated as part of normal melting. A useful rule of thumb is that about 1 to 3 percent of the steel melted becomes dust. That can mean roughly 20 to 60 pounds of dust for every ton of steel. Once you look at production in those terms, it becomes clear how quickly a baghouse can be pushed beyond its original design conditions.
In steel production, especially around Electric Arc Furnaces (EAF) and Ladle Metallurgy Furnaces (LMF), dust and fumes are generated as part of normal melting. A useful rule of thumb is that about 1 to 3 percent of the steel melted becomes dust. That can mean roughly 20 to 60 pounds of dust for every ton of steel. Once you look at production in those terms, it becomes clear how quickly a baghouse can be pushed beyond its original design conditions.
A baghouse is designed around two main factors: gas volume and dust loading. Gas volume is tied to the heat balance of the furnace operation, while grain loading refers to how much dust is carried in each cubic foot of air. If a process change increases grain loading, the collector now has to handle more particulate without necessarily having any more filtration area, fan capacity, or discharge capacity to work with.
When that happens, plant teams usually start seeing the same symptoms. Differential pressure rises. Fan motor energy consumption increases. Suction at the furnace drops off. Work areas get dustier and smokier. Air volume falls. Filter bags wear out faster. Hopper evacuation systems get overloaded. None of those problems are isolated; they are all connected.
Oxygen burners
Many metal manufacturing producers have installed oxygen burners in electric arc furnaces to increase production. The logic is straightforward: more heat and shorter melt times mean more output. But from the dust collector’s point of view, this also means the same amount of dust is being generated in less time. That increases grain loading and can push the baghouse into a higher loading condition than it was originally designed to handle.

Creating more heat and shorter melt times means more dust is being generated in less time.
Water-cooled panels and ductwork
These are increasingly used in place of refractory in furnace evacuation systems. They make larger melts possible because they provide more area for the charge. Larger melts, however, generate more fumes and may overload the baghouse.
They also introduce another operational risk: leaks. When water leaks into panels or ductwork, the result can be a moist dust cake on the filters. That raises differential pressure and increases cleaning frequency. The moist heat can hydrolyze polyester media and weaken the bags. Dust can also accumulate on the dust collector fan wheel, leading to vibration and additional maintenance problems. From a maintenance standpoint, this is one of those issues that can look like a filter problem when it is really a process and moisture problem.
Foamy slag processes
Foamy slag methods use coke breeze or other carbon sources to form a slag layer on top of the heat, helping retain heat in the furnace. From a production standpoint, that can be very effective. From a dust collection standpoint, placement matters. If this material is injected too close to the baghouse ventilation, grain loading can increase and unburned coke can be pulled into the collector. That creates not just a loading problem, but a fire risk. The process should be located on the side of the furnace opposite the evacuation system.
Increased transformer size
Larger transformers allow the furnace to melt faster by delivering more electric energy. As with oxygen burners, faster melting means more dust generated in less time. The collector may still be physically intact and operational, but it may no longer be correctly sized for the real process conditions.

Baghouse filters are used in a vast range of industries and applications
In EAF and LMF applications, filter media selection has a direct effect on bag life, collector performance, and particulate compliance. This is not a place for a generic filter choice. The particulate characteristics can vary depending on the process, and the media has to stand up to real operating conditions.
For steel mill baghouses, the media needs to address several specific demands. It should resist hydrolysis where moisture may be present. It must handle sparks. It needs abrasion resistance. It should capture fine particulate effectively. It has to survive repeated cleaning cycles without losing integrity. And it has to support particulate matter compliance over time, not just when the bags are new.
This is where many metal manufacturing facilities lose money without realizing it. A media that is technically “working” may still be the wrong media if it is wearing out early, blinding, or forcing the cleaning system to work harder than it should.

Filter Media Types Infographic
 In aluminum smelting, the production driver is often pot amperage. Increasing amperage is usually one of the most economical ways to improve output, especially in older smelters where the physical footprint of the furnace area is fixed and large capital changes are difficult.
In aluminum smelting, the production driver is often pot amperage. Increasing amperage is usually one of the most economical ways to improve output, especially in older smelters where the physical footprint of the furnace area is fixed and large capital changes are difficult.
But increasing pot amperage does not just affect metal production. It also increases gas volume, gas temperature, and hydrogen fluoride emissions. The higher gas volume and temperature bring more moisture and dilution air into the scrubber, and the added HF reacts with the fluoride-enriched electrolyte already in the system. In other words, the scrubber is now dealing with more gas, more heat, and more chemical demand at the same time.
The solution to increase dust collector capacity

Investing in pleated filter elements can give you lower operating differential pressure, better filtration efficiency, and longer service life
One solution that has been used successfully in potline acid gas scrubbing systems is pleated filter elements. The advantage is not complicated: they provide roughly twice the filtration area of conventional bags in the same space. That lowers the air-to-cloth ratio, reduces drag, and can significantly extend filter life. In many installations, pleated filter life has ranged from 18 months to more than 55 months.
That matters because, in a smelter, the goal is stable performance under changing operating conditions. Pleated filters give the system a more effective filtration area without requiring the same footprint expansion that a full collector rebuild might need.
Not every metal manufacturing facility looks like a steel mill or an aluminum smelter, but many of the same dust collection principles still apply. Foundries, metalworking plants, recycling operations, welding and grinding shops, and even 3D printing labs handling metallic powders all generate particulate that can create serious issues if it is not captured and managed correctly.

A properly designed, operated and maintained dust collection system is the great defense against combustible dust hazards in your facility
In these environments, the dust collection system needs to do more than remove nuisance dust. It may need to deal with conductive dust, combustible dust, toxic fumes, sparks, or fine particles that can stay airborne and reach worker breathing zones. Unlike general-purpose collectors, metal dust collection systems often need application-specific safeguards such as spark arrestors, explosion isolation valves, and antistatic filters.
Dust Collection Expert, Technical Writer & Editor at Baghouse.com
Andy Biancotti believes that knowledge is one of the best investments any company can make. As Editor and Marketing Manager at Baghouse.com, he enjoys interviewing engineers, technicians, and customers to capture the real-world lessons behind successful dust collection projects and turn them into practical resources that others can learn from. With more than two decades of experience in industrial maintenance, operations, and technical communication, his goal is simple: help people better understand their systems so they can work safer, smarter, and more efficiently.