Firefighter Killed, Several Injured in Lumber Mill Explosion in Maine
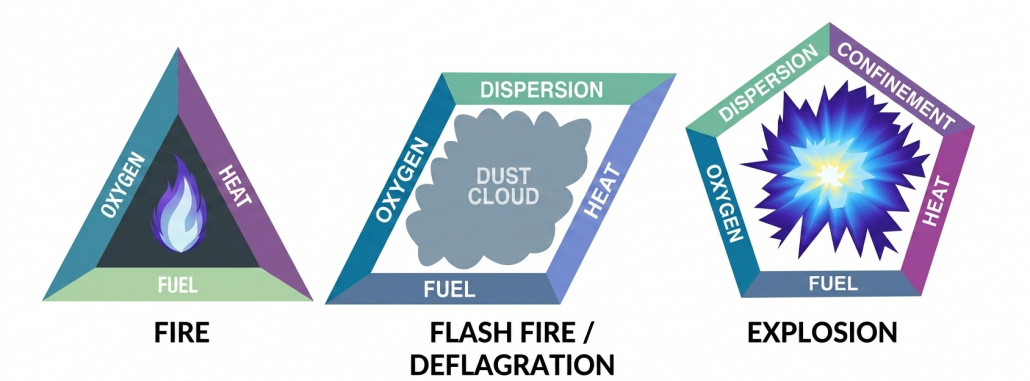
When events like this happen, it is important not to jump to conclusions before investigators have done their work. But even without knowing the exact cause, incidents like this reinforce a few basic truths about combustible dust safety in lumber mills, wood shops, pellet plants, and other woodworking operations. Under the right conditions, wood dust can fuel fires, flash fires, and explosions.
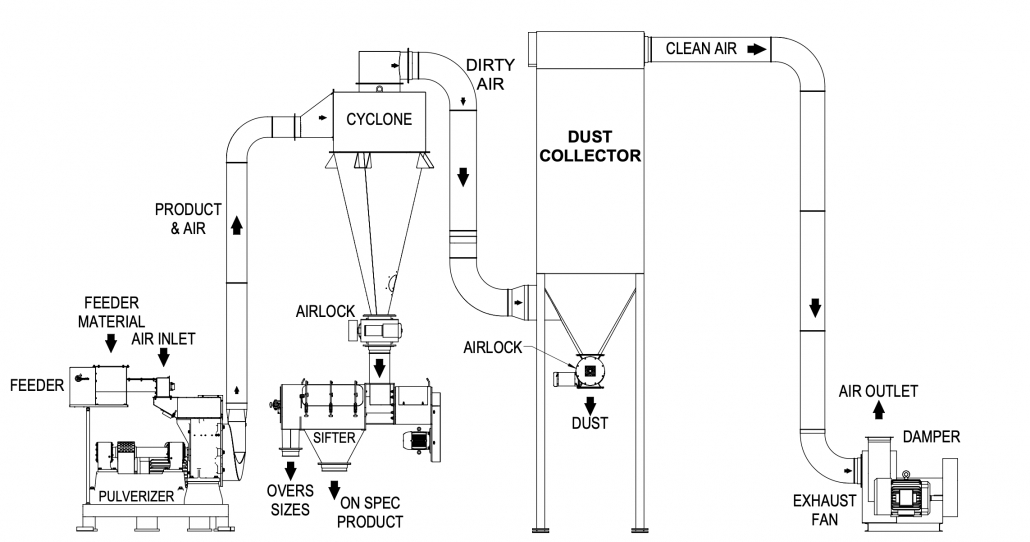
In facilities that cut, sand, plane, grind, or handle dry wood fiber, dust can collect in process equipment, silos, conveyors, bins, ductwork, and building surfaces. If a fire starts and enough dust has accumulated, the situation can escalate quickly. That is one reason housekeeping matters so much. Good housekeeping removes fuel that can allow a small fire to spread into a much larger incident.
Read our article: Questions & Answers About Dust Control in the Woodworking Industry
Another important lesson is that upstream processes should be shut down as quickly as possible once a fire is identified, assuming it is safe to do so and consistent with the facility’s emergency procedures. Continued material flow can keep feeding a fire, move burning material into connected equipment, or make it harder to isolate the problem. In wood dust systems, that can mean the difference between a contained fire and an event that spreads through multiple parts of the operation.

What is a Dust Explosion and How Does It Begin?
This is also where system design and protection equipment matter. In many wood applications, fire protection is not always explicitly required in every part of the system, but that does not mean it lacks value. Spark detection, extinguishing systems, abort gates, sprinkler protection, and related safeguards can be worthwhile investments, especially where dust collectors, silos, or pneumatic conveying systems handle dry combustible dust. The right protections depend on the process, the equipment, and the results of a proper hazard review.
Explosion protection and prevention should also be addressed where a Dust Hazard Analysis identifies an explosion hazard. A DHA is the process used to evaluate where combustible dust is present, how it can become dispersed and ignited, and what safeguards are needed. In woodworking and lumber operations, that may include explosion venting, explosion isolation, spark detection, extinguishing systems, and other measures depending on the application. If a hazard exists, it should be addressed before an incident forces the issue.
Read our article: What Is a Dust Hazard Analysis and Why Does It Matter for Dust Collection?
For plant managers, maintenance teams, and EHS personnel, this is a good time to revisit some basic questions.
-
⦿ Are dust-producing systems connected in a way that could let a fire spread?
-
⦿ Are housekeeping practices keeping pace with production?
-
⦿ Are emergency shutdown procedures clear and realistic?
-
⦿ Have dust collectors, silos, and process equipment been evaluated for combustible dust hazards?
-
⦿ And if a DHA has already been completed, have all of its recommendations actually been implemented?
Tragic events like the one in Maine affect families, coworkers, first responders, and entire communities. They also remind the rest of the industry that combustible dust safety is never something to treat casually. Wood dust hazards are manageable, but only when facilities take them seriously and build prevention, protection, and response planning into day-to-day operations.
Our thoughts are with the family of firefighter Andrew Cross, the injured responders, and everyone affected by this incident.


 In some plants, poor dust collection affects product quality directly. Dust escaping into the wrong area can contaminate product. In batch processes, poor collection can change consistency or create off-spec material. That can mean rework, scrap, or customer complaints.
In some plants, poor dust collection affects product quality directly. Dust escaping into the wrong area can contaminate product. In batch processes, poor collection can change consistency or create off-spec material. That can mean rework, scrap, or customer complaints.
 In cement plants and mining operations, the dust collection system is tied directly to worker safety, housekeeping, equipment life, emissions control, and uptime. When it is designed well, it helps the plant run cleaner and more efficiently. When it is undersized, poorly maintained, or mismatched to the application, the result is usually higher maintenance costs, visible dust, shorter filter life, and constant operational frustration.
In cement plants and mining operations, the dust collection system is tied directly to worker safety, housekeeping, equipment life, emissions control, and uptime. When it is designed well, it helps the plant run cleaner and more efficiently. When it is undersized, poorly maintained, or mismatched to the application, the result is usually higher maintenance costs, visible dust, shorter filter life, and constant operational frustration. Attending the webinar is easy! Simply register using the link below. Once registered, you’ll get a confirmation email with all the details to log in. Don’t miss it!
Attending the webinar is easy! Simply register using the link below. Once registered, you’ll get a confirmation email with all the details to log in. Don’t miss it!





 Using patented processing technology,
Using patented processing technology,