1440 Foods estaba expandiendo su operación en Jeffersonville, Indiana, y necesitaba un sistema de colección de polvo que pudiera acompañar el crecimiento de su producción de alimentos. La expansión incluía nuevo equipo de mezclado, modernización en el área de cocina y nuevos puntos de captación donde se descargaban, mezclaban, transportaban, tamizaban y empacaban ingredientes en polvo. Una firma de ingeniería externa, Haskell, nos integró inicialmente al proyecto para desarrollar una propuesta presupuestaria y un concepto de sistema. A partir de ahí, el proyecto evolucionó hasta convertirse en un esfuerzo completo de diseño e instalación.
1440 Foods estaba expandiendo su operación en Jeffersonville, Indiana, y necesitaba un sistema de colección de polvo que pudiera acompañar el crecimiento de su producción de alimentos. La expansión incluía nuevo equipo de mezclado, modernización en el área de cocina y nuevos puntos de captación donde se descargaban, mezclaban, transportaban, tamizaban y empacaban ingredientes en polvo. Una firma de ingeniería externa, Haskell, nos integró inicialmente al proyecto para desarrollar una propuesta presupuestaria y un concepto de sistema. A partir de ahí, el proyecto evolucionó hasta convertirse en un esfuerzo completo de diseño e instalación.
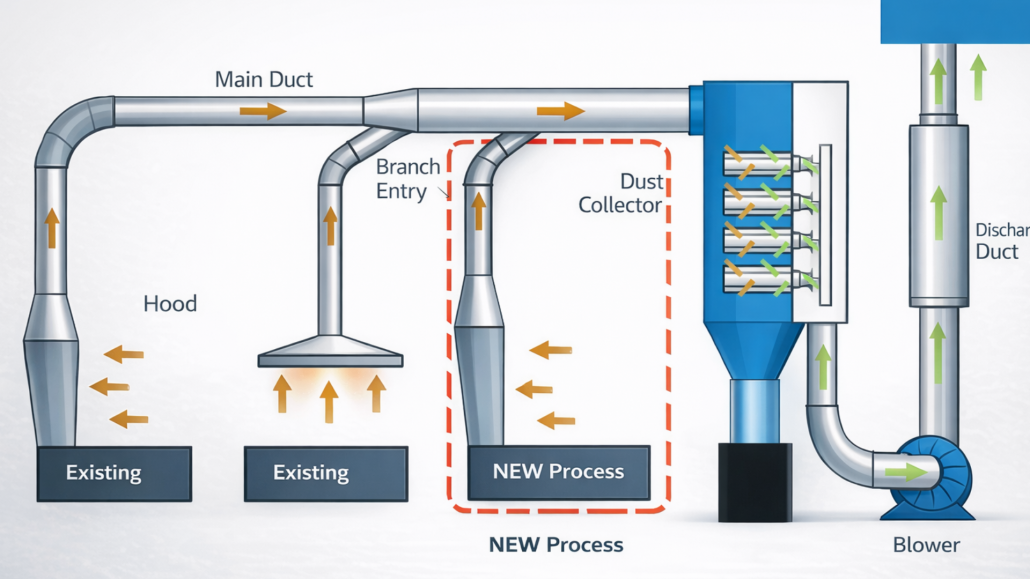
El proceso de la planta tenía dos áreas principales de manejo de polvos. La primera era la zona de mezclado y empaque de polvos. Esa parte de la operación incluía tres estaciones de descarga de supersacos en el cuarto de mezclado, una estación de descarga manual para sacos de 50 libras, un filter receiver al vacío, transportadores helicoidales inclinados, un mezclador, una tolva para polvo ya mezclado, un tamiz, una tolva de entrada para transportador helicoidal y una llenadora de polvo. Polvos como ingrediente 1, ingrediente 2, ingrediente 3 e ingrediente 4 (los detalles se omitieron para no compartir información confidencial) se descargaban, se transportaban al mezclador, se mezclaban, se tamizaban y después se enviaban al equipo de llenado. La segunda área era la cocina de barras, donde los operadores pesaban manualmente ingredientes en polvo, los llevaban a los mezcladores de la cocina y los vaciaban en tanques con líquidos para formar la masa utilizada en la producción de barras nutricionales.
Lo que hizo este proyecto especialmente interesante fue que no se trataba de una aplicación típica. Los polvos formaban parte de un proceso alimentario, lo que significaba que los materiales sanitarios y de grado alimenticio eran importantes, pero además el polvo era combustible. Así que el diseño tenía que resolver dos problemas al mismo tiempo: capturar el polvo de manera efectiva en los puntos donde lo generaban los operadores y hacerlo de una forma que esté atento a los riesgos de polvo combustible identificados en el análisis de riesgo de polvo de la planta.


Experto en colectores de polvo, redactor técnico y editor en Baghouse.com
Andy Biancotti está convencido de que el conocimiento es una de las mejores inversiones para una empresa. Como Editor y Gerente de Marketing en Baghouse.com, disfruta entrevistar a ingenieros, técnicos y clientes para capturar las lecciones aprendidas en proyectos reales de control de polvo y convertirlas en recursos prácticos que ayuden a otros profesionales. Con más de dos décadas de experiencia en mantenimiento industrial, operaciones y comunicación técnica, su objetivo es simple: ayudar a las personas para que puedan operar de forma más segura, inteligente y eficiente.