Dust collection in cement manufacturing and mining is full of recurring practical challenges…
 In this article, we compile 14 of the most common questions we received in our latest webinar Improving Dust Collection in Cement Plants and Mining Applications, and summarize the expert guidance on what matters most for designing, operating, and troubleshooting dust collection systems in these demanding environments.
In this article, we compile 14 of the most common questions we received in our latest webinar Improving Dust Collection in Cement Plants and Mining Applications, and summarize the expert guidance on what matters most for designing, operating, and troubleshooting dust collection systems in these demanding environments.
1 — What is the difference between a baghouse and a cartridge collector for cement applications?
2 — In a cement plant, does an ESP achieve higher collection efficiency than a baghouse?
3 — What is a process baghouse dust collector in a nuisance baghouse dust collection system?
4 — What affects the price of a baghouse filter?
5 — How often do cement dust collection filters need to be replaced?
6 — Can a cement dust collection system be integrated directly into a ground mixing plant?
7 — What regulations govern cement dust emissions on U.S. construction sites?
8 — How to prevent moisture incursions in your dust collection systems?
9 — From your experience, what do plants and OEMs struggle with the most in cement and mining facilities?
10 — How can I deal with corrosion inside the baghouse?
11 — What is respirable crystalline silica and what is the acceptable occupational exposure for RCS (respirable crystalline silica)?
12 — How do I prevent ductwork clogging and hopper breaching in my cement plant?
13 — How to monitor air quality in a cement plant?
14 — How to control fugitive dust emission in our cement plant?
1 — What is the difference between a baghouse and a cartridge collector for cement applications?
Baghouses and cartridge collectors can both do an excellent job controlling dust, but cement applications tend to push the design toward baghouses. Cement plants usually deal with heavy dust loading, meaning that a lot of dust is carried into the collector with the airflow.
Baghouse systems are generally more rugged for this type of duty because, when they’re sized correctly, they keep working effectively even as dust loading varies. Cartridge collectors can work well too, but in cement—where dust loads are high—cartridge performance can be more challenging depending on the arrangement. If cartridges are used, they usually need to be vertical-style (cartridges hanging vertically like bags). With horizontal cartridge layouts, dust can accumulate on the top of the cartridges, forming a “mountain” of material that interferes with pulsing and can effectively reduce the usable filter area.
So while cartridge collectors are viable in some cement-related uses, baghouses are typically the safer default for most cement dust control scenarios.
2 — In a cement plant, does an ESP achieve higher collection efficiency than a baghouse?
ESP (electrostatic precipitator) performance depends heavily on application scale and modern emission requirements. In general, ESPs are not typically more efficient than baghouses in cement plants. ESPs are usually reserved for very large facilities, such as large cement kiln operations where airflow can be on the order of hundreds of thousands to millions of CFM.
ESPs use energized plates to charge incoming particles and attract them to collection surfaces, which allows dust removal without traditional filter media. Historically, ESPs were sometimes competitive when considering total lifetime cost. However, they have not kept pace as well with stricter emission standards at many major sources, and many ESP installations have been converted to baghouses because baghouses provide very high and reliable collection efficiency that aligns better with current regulatory expectations.
There are also wet ESPs that use water, and those may be comparable to baghouses in some situations, but they’re less common since cement dust and water aren’t a good practical fit.
3 — What is a process baghouse dust collector in a nuisance baghouse dust collection system?
A process baghouse is typically integrated into the production flow. The material collected is often valuable or part of a product stream, so after filtration it may be conveyed back into the process or returned to a silo/bin. In other words, the baghouse is part of how the facility manages material handling and product recovery. Examples mentioned include systems that might return collected dust to the process or capture material that can be recaptured as process output.
On the other hand, a nuisance baghouse collects dust from sources like conveyor belts, elevators, and pickup points primarily to prevent dust from escaping into the building or environment, after which the dust is typically disposed of rather than reused.
4 — What affects the price of a baghouse filter?
Temperature is usually the first driver: if the process temperature is around 260°F or below, polyester filters are often the most common choice because they’re durable, cost-effective, and widely available. When temperatures go higher than that, aramid filters become more appropriate since they handle elevated temperatures (up to roughly the mid-400°F range depending on the specific aramid).
Next comes the type of dust and whether chemicals are present, because chemical exposure can require special media and treatments. For instance, if acid resistance is needed, or if oleophobic treatment is required, or if improved collection efficiency and dust release call for adding a PTFE membrane, the bag cost increases accordingly.
Bag construction also affects price. Features designed to improve durability—such as wear strips, tough cuffs, and double disc bottoms—typically require additional materials and sewing, and they add cost. Those upgrades can be a strong investment when abrasion is a problem.
Finally, lead time impacts cost: standard bags may have a 3–5 week lead time, and requesting rush service can add meaningful premiums, ranging from around 20% for a moderate acceleration to much higher costs for very short turnaround—potentially 50% or more in some cases—depending on production capacity and inventory.
5 — How often do cement dust collection filters need to be replaced?
Replacement timing depends on how hard the filters are being worked, how heavy the dust loading is, and how difficult the overall process is.
A heavily loaded baghouse running 24/7 may require bag changes every few months, while a lighter-duty application—such as one-shift or intermittent operation—can allow the bags to last for years. Rather than relying on a fixed calendar schedule, is important to monitoring differential pressure (DP) across the filters. As new bags are installed, DP is low (for example, starting around about 1 inch of water column), then it gradually rises over time as the bags become increasingly loaded.
The pulse cleaning system helps control that rise, causing DP to fluctuate, but eventually it reaches a point where the cleaning can no longer restore filter performance. When DP climbs into a higher range (the example given was roughly 5–6 inches on a Magnahelic-style gauge), that indicates the bags are becoming blinded and should be replaced soon. For planning and predictability, the recommendation was to check DP frequently—at least daily or weekly—so you can forecast bag life rather than discover it only after performance drops.
Bags can sometimes fail early due to design or process issues, including temperature spikes, but if the DP trend is tracked, you can usually see when bags are approaching end of life. Operational practices also matter: over-cleaning in timer mode can shorten bag life because wear comes largely from pulsing itself, not just from dust impact. Over-cleaning can also remove the dust “cake” that provides protective filtration during normal operation.
Baghouse maintenance quality, system sizing, and the selection of appropriate filter media/treatments (including upgrades like reinforced bottoms or wear cuffs when relevant) can extend service life as well.
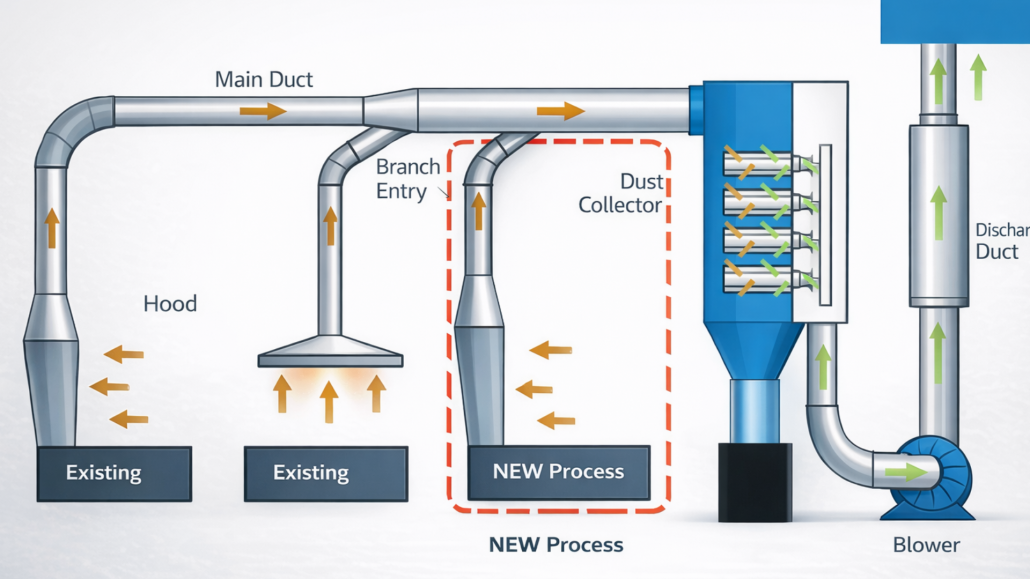
6 — Can a cement dust collection system be integrated directly into a ground mixing plant?
In general terms, integration can mean building dust collection into the same enclosure or cabinet as process equipment. In some cases, certain machines (such as blasting machines and related equipment) may come with a dust collector built directly into the cabinet.
There were also approaches where dust collectors were modified into conveyor systems—by shortening filters and packaging the collector closer to the point of material handling. However, this approach is less commonly recommended today because packed-in, tightly integrated collector configurations often don’t perform well. The preferred approach in most cases is a central dust collector pulling air through ductwork from the relevant pickup points, because it tends to be more efficient than spreading many small collectors around the plant and typically allows for better overall performance.
7 — What regulations govern cement dust emissions on U.S. construction sites?
For manufacturing, mining, or processing facilities, the OSHA General Duty Clause applies, which requires employers to protect workers from unsafe conditions—though it is broad and not dust-specific. Beyond that, specific OSHA or MSHA standards usually apply depending on the facility type.
Permissible exposure limits apply for respirable silica, since cement-related dust work often involves silica-containing materials.
Standards have become more stringent in recent years, which has pushed facilities that were previously operating under looser limits to adopt new dust control measures to remain compliant.
8 — How to prevent moisture incursions in your dust collection systems?
Moisture is one of the biggest enemies of a baghouse system because it can quickly lead to operating problems… most importantly, condensation inside the ductwork and on/within the filter media. The goal is to keep moisture out as much as possible, but if moisture is unavoidable, you still have to manage the conditions so that the system stays above the dew point. That starts with designing the pickup hood and capture layout carefully when there is steam or moisture nearby.
For processes like gypsum handling, kettles, batch cooking, or anywhere steam is present, you can handle steam and moisture in the dust collector as long as everything stays warm and stays free of condensation. In practice, that means keeping the ductwork and baghouse (and even the exhaust side) insulated, and using heat tracing or heaters when needed—sometimes even natural gas heaters.
You may also modify process conditions so the gas traveling through the system is hotter by reducing the amount of cooler ambient air that gets entrained (for example, adjusting hood location relative to a furnace).
Just as important are startup and shutdown procedures: the recommended approach is to warm up and get the baghouse/ductwork ready first, then bring the process gas through. During shutdown, the system should be purged with clean air for a few minutes to clear out moist gas and then allow temperatures to drop safely without passing through the dew point in a way that causes condensation.
For more general ambient conditions (not steam processes), moisture still often enters through “leak points,” so maintenance is key. If the baghouse is outdoors, moisture can be sucked in through access doors that don’t seal properly, so door seal integrity should be checked regularly (quarterly, or even monthly if needed). Similarly, abrasive cement dust can wear holes in duct elbows and other components over time; once those leaks develop, cold and moist ambient air can be pulled into the system. The most typical causes are poor flanges, failed seals, and worn duct sections—so checking and maintaining duct integrity helps prevent moisture incursions from becoming a recurring issue.
9 — From your experience, what do plants and OEMs struggle with the most in cement and mining facilities?
Cement and mining facilities run into a mix of design/capital issues and ongoing maintenance problems, but the recurring theme is that many failures come down to fundamentals—especially differential pressure measurement and proper maintenance practices.
One major struggle on a small scale is not having accurate, reliable DP (differential pressure) readings. Since DP is essentially the key indicator of what’s happening inside the baghouse, unreliable readings make it hard to diagnose issues, optimize operation, and even understand performance versus emissions. When DP gauges aren’t reliable, operators often end up with uncertain conditions and “suspect” system behavior, and that uncertainty is also connected to common operational problems like improper clean-on-demand versus timer-based pulsing.
Some reasons DP monitoring often fails: lines to gauges may not be cleaned, gauges can become clogged, and sometimes gauges are installed in locations that make it inconvenient to read—like high up on ladders—so the information isn’t actually used. Upgrading to gauges that send readings to a control room (rather than requiring manual checks) was suggested as a straightforward improvement.
Maintenance staff may not always be trained—especially with turnover—so simple inspection habits get missed. Facilities end up letting issues grow until performance drops and the plant staff struggles to identify why the system isn’t keeping dust under control.
On the design side, the biggest recurring issue was that baghouses are often undersized. In efforts to lower up-front cost, some systems end up smaller than they should be, sometimes based on vendor claims that the system can “do more with less,” or because the plant specifies aggressively to save money. The result is that the baghouse can appear to “work acceptably” while still performing poorly: dust remains in the plant, suction at pickup points is reduced, and filters may wear quickly. Undersized or wrongly matched designs can also include choosing the wrong collector type (for example, using cartridge collectors when a baghouse would have been more appropriate for the dust-loading duty).
Finally, systems can change after commissioning—new machines, moved/additional ductwork, added pickup points, or closed sections. Even if the dust collection system was originally well designed, layout and airflow balancing changes can “water down” airflow where it’s needed.
10 — How can I deal with corrosion inside the baghouse?
Corrosion inside a baghouse is usually tied to condensation—when moisture enters the system and then condenses on metal surfaces, it drives corrosion.
The main strategy is to prevent condensation “at all costs,” which means controlling moisture ingress and keeping the system temperature conditions correct. A key operational and maintenance theme was that most corrosion tends to show up around the areas where leaks are most likely: at the door, around airlocks, and around duct flanges. Those locations often involve gaskets and seals, and when gaskets wear, air leakage allows cold, humid air (especially from outside the system) to mix with warmer process air.
In winter conditions, for example, cold outside air entering a hot gas stream can create the conditions for condensation. Beyond temperature and moisture control, here is a detail that’s often overlooked during maintenance: bolts may be tightened only “finger tight.” Even with good gaskets, inadequate clamping can cause leakage, which can bring in moist air and restart the condensation/corrosion cycle.
In addition, if your application is extremely aggressive and you can’t fully manage temperature or chemical exposure, the webinar mentioned a potential option: a high-temperature ceramic corrosion-resistant coating (described as being applied to steel interiors of baghouses/structures).
11 — What is respirable crystalline silica and what is the acceptable occupational exposure for RCS (respirable crystalline silica)?
Respirable crystalline silica (often called RCS) refers to silica dust that is fine enough to be breathed in deeply, meaning it can reach the lungs.
RCS can be airborne even when it isn’t obvious as visible dust because it’s very small, but it can still cause serious lung health effects. It’s regulated because it’s dangerous: repeated or chronic exposure can lead to severe lung disease, and the transcript noted the risk of lung cancer with repeated/chronic exposure as well as potential risk with high-dose single exposures.
The acceptable occupational exposure limits can change over time, so you should check the current OSHA and MSHA exposure limits that apply to your workplace. If silica dust is present, facilities are typically regulated and need to verify compliance by checking applicable limits and (where needed) conducting air monitoring/testing using appropriate sampling methods to understand exposure levels and then designing dust collection to remove silica dust from the work environment.
12 — How do I prevent ductwork clogging and hopper breaching in my cement plant?
Preventing ductwork clogging starts with ensuring the air velocity is high enough to keep particles from settling. This can be achieved by maintaining at least the minimum conveying velocity so that dust remains entrained and continues flowing through the duct system. If velocity drops below that threshold, dust settles out, begins to build up, and can eventually cause plugging.
In many systems, the ductwork itself is where most engineering effort is needed—not the baghouse or fans—because the ductwork must be correctly sized to maintain proper airflow conditions. It’s not as simple as swapping in extra hoses or closing/opening sections; ductwork geometry matters. Where ducts branch and join, duct sizes typically must increase like a “tree trunk” concept, so air doesn’t slow down at junctions (which leads to buildup). Conversely, too-fast airflow can increase wear.
For hopper-related issues like bridging (a form of material blocking), some dusts are more likely to stick or agglomerate than others. Storing dust in the hopper should be avoided. The hopper should not function like a long-term storage bin; instead, after dust falls from the filters during pulsing, the bottom discharge equipment (airlock/screw, depending on your system) should remove the collected material so the hopper is essentially empty before the next pulse. Bridging problems often happen because the hopper is holding material too long rather than clearing it on each cycle.
Finally, in crushing and cement operations, you’ll often see a grasshopper leg style hopper/duct arrangement. The purpose is to help heavier material fall back into the process while lighter fines travel upward into the ductwork. These designs can be very common, but they require careful execution for the specific application.
Having cleanout doors and access panels in the ductwork is beneficial, so maintenance can inspect periodically (as part of quarterly checks), vacuum out any settling dust, and prevent small buildup from turning into a serious clog.
13 — How to monitor air quality in a cement plant?
To establish what’s actually in the air inside the plant, you can use real-time air quality monitoring devices—sometimes portable—and sensors that measure dust/exposure levels and can provide readings through connected tools (including options that clip on, connect to phones, or provide ongoing exposure information). The goal is to build a baseline so you understand what the workforce and areas of the facility are experiencing.
For longer-term and broader coverage, IoT-connected sensor systems (such as a Dust IQ-type solution), where you can place sensors around the facility and view results on a real-time dashboard showing how much dust is in the air at any moment.
For confirming dust control effectiveness, you can also install particulate sensors on ductwork/fan exhaust locations—especially to detect bypass before it becomes visible emissions.
In addition, broken bag detectors and other monitoring devices in the exhaust duct can serve as early warning signals that the system may be letting dust through on the “clean side” of the baghouse, potentially helping operators respond before a shutdown or regulatory issue occurs.
14 — How to control fugitive dust emission in our cement plant? Our company is already using baghouses/ESPs and dust suppression methods, but the problem still persists…
Even when major dust control equipment is present, persistent fugitive dust often comes down to what’s “small” but critical in the system—most notably issues related to modified ductwork and plant practices that have drifted over time.
Review the plant and troubleshoot the source. In some cases, it’s also culture—there can be an assumption that cement/mining work simply must look dirty all the time.
Technically, when fugitive dust remains a problem despite using baghouses/ESPs and suppression, repeated changes to the duct system over the years (and the way people assume those modifications are still correct) can be the reason dust control isn’t delivering. In other words, the system may have been designed properly originally, but after multiple ductwork modifications, pickup-point changes, or routing adjustments, the actual airflow balance and capture at the source may no longer match what the plant needs—so dust continues to escape.
You often need a focused inspection/assessment to find those drift points and then correct the ductwork and related fundamentals, rather than assuming the existing baghouse/ESP alone guarantees cleanliness everywhere.
Do you have any additional questions that were not covered in this article?
If you have specific questions about your cement baghouse setup or mining applications and want expert guidance on maintenance or upgrades, reach out to the team at Baghouse.com. Our dust collection specialists can help you evaluate your system and offer practical solutions tailored to your operation.

President | Dust Collection Engineer | Industrial Air Pollution Control Specialist
Matt Coughlin is an author, engineer, and dust collection expert specializing in industrial filtration systems, air pollution control, and process ventilation. With more than two decades of experience in the dust collection industry, Matt has helped design, troubleshoot, and optimize hundreds of dust collection systems across a wide range of industries, including cement, mining, food processing, woodworking, metals, power generation, chemical manufacturing, and bulk material handling. Born and raised in Southern California, Matt continues to work closely with industrial facilities around the world, helping companies improve their dust collection performance through engineering expertise, practical solutions, and long-term technical support.