
Fatal Blast at Clairton Coke Works Exposes Gaps in Industrial Safety Practices

This image provided by Amy Sowers shows smoke from the Clairton Coke Works, Monday, Aug. 11, 2025 in Clairton, Pa. (Amy Sowers via AP)
The deadly explosion at Clairton Coke Works is a sobering reminder of what can happen when combustible hazards are not fully understood, anticipated, or controlled. On August 11, an explosion tore through an area between Batteries 13 and 14 at the plant, killing two workers and injuring at least ten others. Witnesses described the blast as powerful enough to shake nearby buildings and send thick black smoke into the sky. “It felt like thunder,” said a construction worker near the scene. “Shook the scaffold, shook my chest, and shook the building… and it’s like something bad happened.”
Following the incident, Occupational Safety and Health Administration issued 10 citations and $118,000 in fines against the company, pointing to inadequate safety procedures, insufficient employee training, and failures to properly isolate equipment from hazardous energy sources. OSHA also cited a contractor on site for similar deficiencies. Investigators determined that the explosion was caused by a valve rupturing while workers were washing it with water, releasing highly combustible coke oven gas into a confined space. Once released, the gas ignited, triggering a devastating blast—an explanation that aligns with early findings from the U.S. Chemical Safety Board.

An emergency crew is seen after an explosion at the Clairton Coke Works, a coking plant, Monday, Aug 11, 2025, in Clairton, Penn. (AP Photo/Gene Puskar)
Union leaders and community members were blunt about the human cost. United Steelworkers District 10 Director Bernie Hall stated, “We are grateful to OSHA for thoroughly investigating the tragic incident that cost two lives and impacted many others.” A local resident, reflecting on the plant’s history of explosions, asked, “How many more lives are going to have to be lost until something happens?” These statements underscore a painful reality: enforcement actions, fines, and investigations almost always come after lives are lost, not before.
While this specific incident involved coke oven gas, the underlying risk dynamics closely mirror those seen in combustible dust events. Fuel, an ignition source, and confinement (whether it’s gas in a battery area or dust inside a duct, silo, or collector) can escalate rapidly into a fireball or explosion. Facilities that generate combustible dust face similar exposure when hazards are underestimated, processes change, or protection systems lag behind production demands.
This is why preparedness matters. If your dust is combustible, having the right equipment in place—spark detection, abort gates, isolation valves, explosion venting or suppression, and properly designed dust collection systems—is not optional. It is a core part of protecting workers and maintaining operational continuity. Just as important is involving experts who understand how combustible dust behaves in real-world systems and how standards apply in practice.
Companies like Baghouse.com help bridge that gap by supporting facilities through testing, Dust Hazard Analyses, system design, and the selection of certified fire and explosion protection equipment. Combustible dust compliance is not a checkbox exercise; it requires experience, system-level thinking, and proactive planning. The Clairton explosion stands as a stark reminder that waiting until after an incident to address combustible hazards is too late. Preparedness, expert guidance, and the right protection strategies can prevent today’s risks from becoming tomorrow’s tragedy.
 System-wide testing is how you catch those problems early. Done correctly, testing tells you whether your dust control system is still doing the job it was designed to do, and whether it can safely handle today’s production demands.
System-wide testing is how you catch those problems early. Done correctly, testing tells you whether your dust control system is still doing the job it was designed to do, and whether it can safely handle today’s production demands.

 Airflow inside a duct is never uniform. Measuring velocity at a single point gives you misleading data. Proper airflow measurement requires traversing the duct cross-section. Divide the duct into equal areas and measure velocity pressure at the center of each area. The smaller the areas, the more accurate the result.
Airflow inside a duct is never uniform. Measuring velocity at a single point gives you misleading data. Proper airflow measurement requires traversing the duct cross-section. Divide the duct into equal areas and measure velocity pressure at the center of each area. The smaller the areas, the more accurate the result.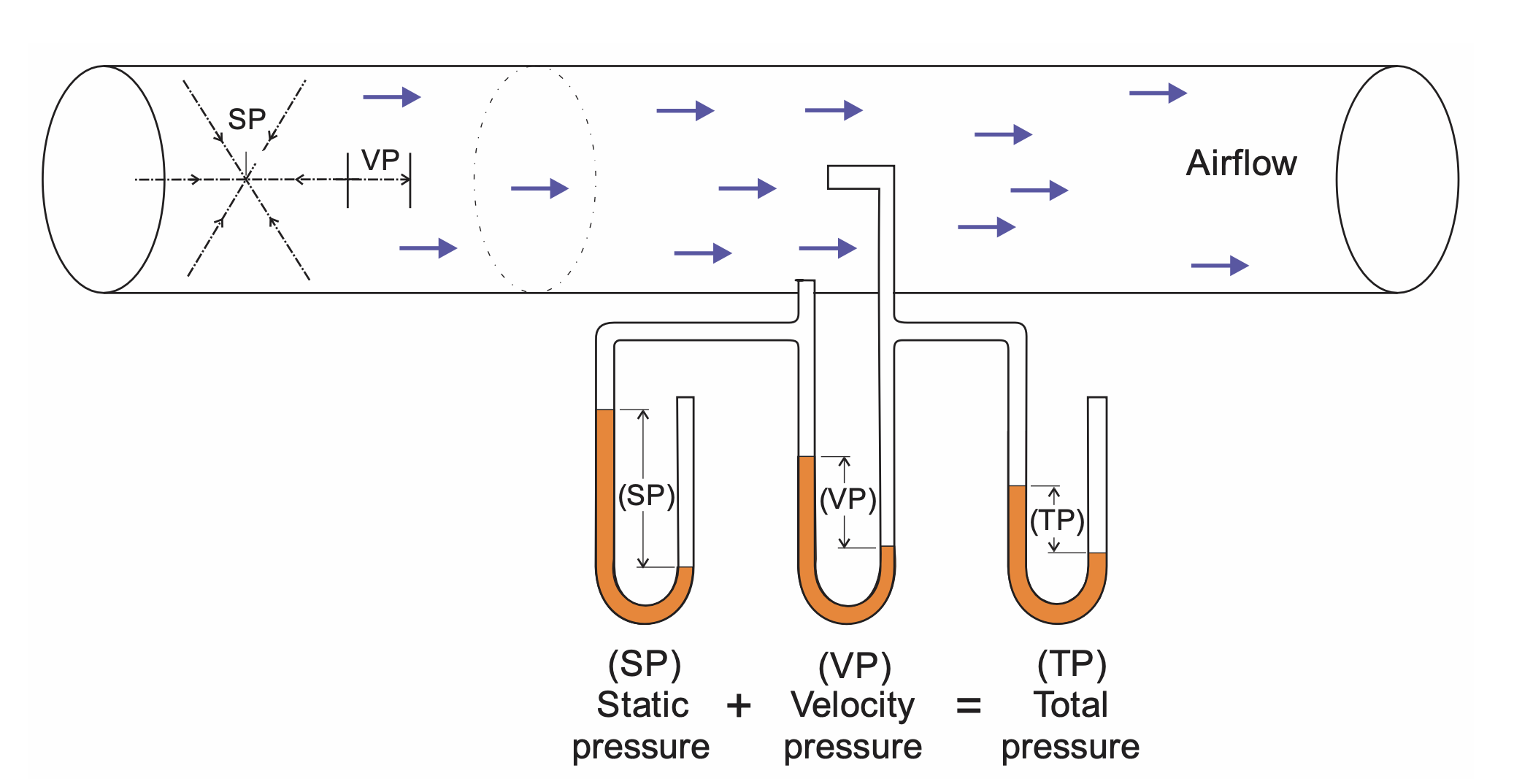




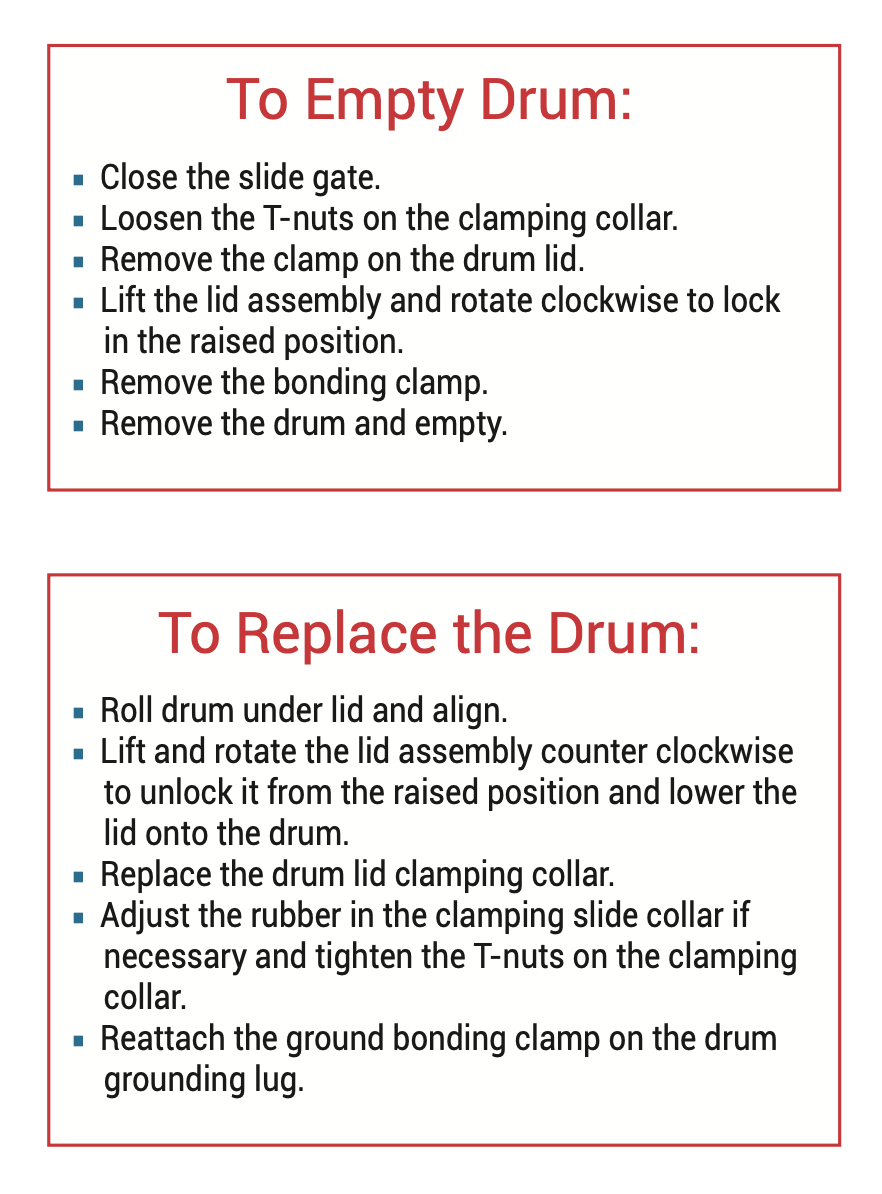 Safe operation is essential. Operators should wear appropriate safety shoes and protective gloves when using the hydraulic lift. The lift should only be used on a firm, level surface and should never be overloaded. It is not intended to be used as a lifting platform or step, and care must be taken to keep hands and feet clear during operation. The surrounding work area should always be checked for overhead obstructions or other hazards.
Safe operation is essential. Operators should wear appropriate safety shoes and protective gloves when using the hydraulic lift. The lift should only be used on a firm, level surface and should never be overloaded. It is not intended to be used as a lifting platform or step, and care must be taken to keep hands and feet clear during operation. The surrounding work area should always be checked for overhead obstructions or other hazards.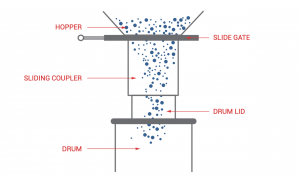 Raptor Drum kits can be used with a wide range of dust collectors that are designed to discharge into a drum. They can also be retrofitted to replace non-compliant drums, flex hose arrangements, airlocks, or other discharge devices on both new and existing systems. Available discharge sizes include 10, 12, 14, 16, and 18 inches, allowing the drum kit to be matched to many common collector configurations.
Raptor Drum kits can be used with a wide range of dust collectors that are designed to discharge into a drum. They can also be retrofitted to replace non-compliant drums, flex hose arrangements, airlocks, or other discharge devices on both new and existing systems. Available discharge sizes include 10, 12, 14, 16, and 18 inches, allowing the drum kit to be matched to many common collector configurations.













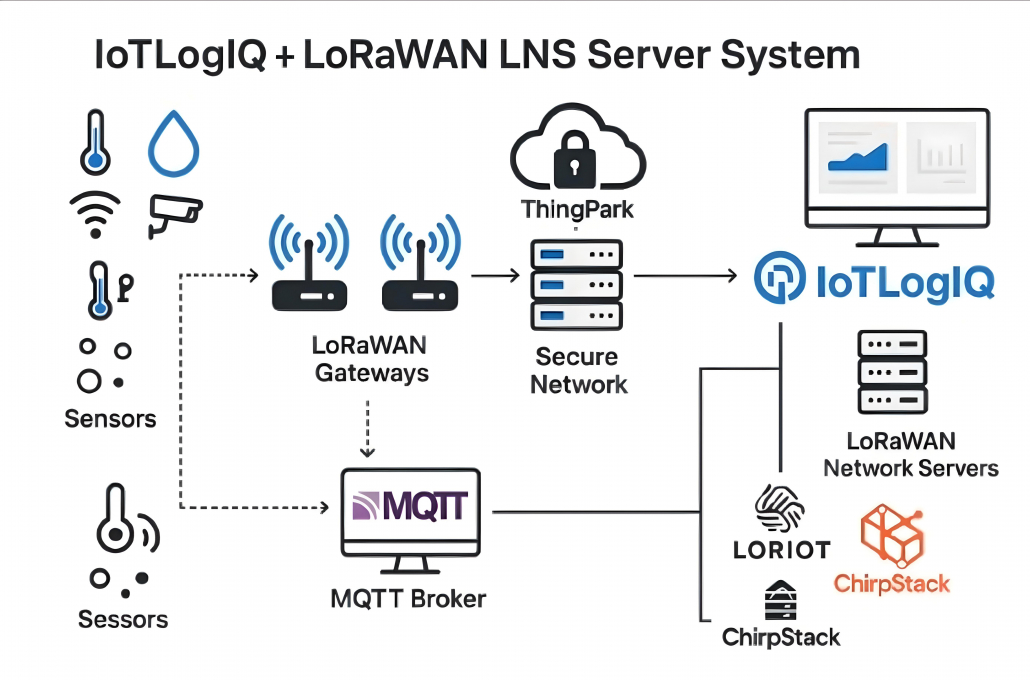
 If you’re considering bringing IoT into your dust collection systems or broader plant operations, we’re here to help. Our team works directly with facilities to design practical, cost-effective sensor strategies that deliver real gains in reliability, maintenance, and compliance. If you have questions about anything covered in this FAQ or want to explore what this technology could look like in your facility, reach out to us anytime. We’re happy to walk you through options, share examples from similar plants, and offer a free consultation to evaluate how IoT can support your goals.
If you’re considering bringing IoT into your dust collection systems or broader plant operations, we’re here to help. Our team works directly with facilities to design practical, cost-effective sensor strategies that deliver real gains in reliability, maintenance, and compliance. If you have questions about anything covered in this FAQ or want to explore what this technology could look like in your facility, reach out to us anytime. We’re happy to walk you through options, share examples from similar plants, and offer a free consultation to evaluate how IoT can support your goals.
 ✅ Fan motors
✅ Fan motors
 ⁉️ Will it connect easily to your equipment?
⁉️ Will it connect easily to your equipment?
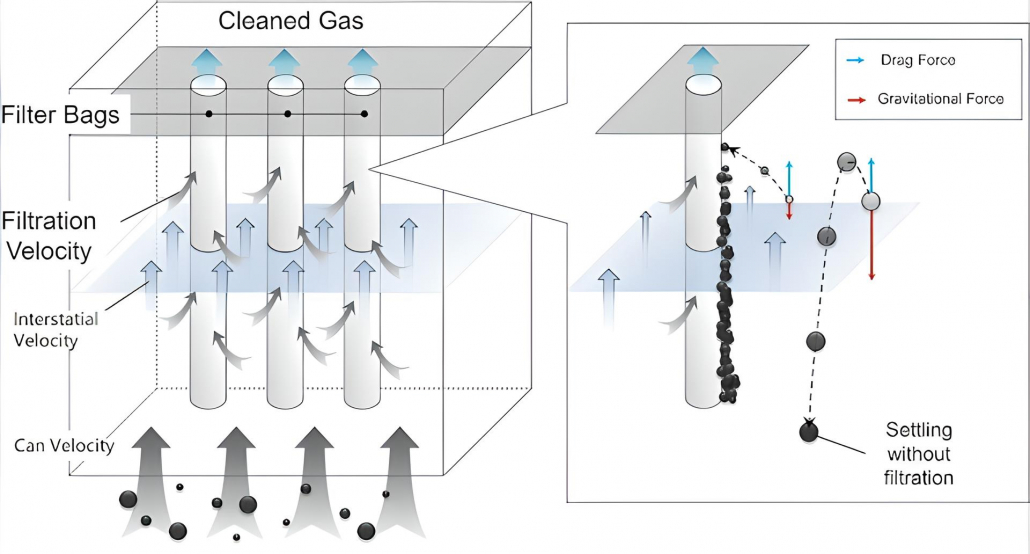
 Interstitial velocity refers to the upward velocity of air moving through the open spaces between the filter bags inside a dust collector.
Interstitial velocity refers to the upward velocity of air moving through the open spaces between the filter bags inside a dust collector.

 Cement plants deal with some of the toughest dust challenges in any industry:
Cement plants deal with some of the toughest dust challenges in any industry: 


 Corrosion usually comes from acidic gases or moisture condensing inside the housing. First, inspect during cooler times of operation — look for rust streaks or pitting around welds and door seals. The fix often starts with controlling condensation by maintaining stable temperature and airflow. For chronic cases, consider upgrading to corrosion-resistant coatings or stainless-steel components in key areas.
Corrosion usually comes from acidic gases or moisture condensing inside the housing. First, inspect during cooler times of operation — look for rust streaks or pitting around welds and door seals. The fix often starts with controlling condensation by maintaining stable temperature and airflow. For chronic cases, consider upgrading to corrosion-resistant coatings or stainless-steel components in key areas.
 Start by identifying the size and type of silo you’re working with. Most cement and construction materials use standard small or medium silos, and for these, there are well-established
Start by identifying the size and type of silo you’re working with. Most cement and construction materials use standard small or medium silos, and for these, there are well-established 
