
Questions & Answers About Planning, Budgeting & Executing Dust Collection Projects
The following questions are taken from the live audience Q&A session of one of our past webinars, How to Plan, Budget and Execute Succesful Dust Collection Projects Webinar. During that session, attendees asked practical questions based on real dust collection challenges in their facilities, and our team of expert dust collection engineers and technicians answered them based on their hands-on field experience, technical knowledge, and work with a wide range of industrial dust collection systems.
— "What are the advantages and disadvantages of using star cages for round bags?"
Star bags and star cages are designed to increase the surface area of a standard filter bag without making the bag physically larger. The idea is similar to pleated filters and cartridge collectors, where the media is shaped to create more filtering area in the same space. The main claimed advantage is more surface area, but the downside is that there is not much conclusive proof that these designs perform well enough to justify their higher price.
Another concern is that they are still more of a proprietary product than an established industry standard. A good rule of thumb is that when a design is truly better, other manufacturers usually adopt it fairly quickly, as happened with pulse jet baghouses. That has not really happened with star bags. It was also noted that using star cages with normal bags is not recommended because they do not provide the support needed when the bags are pulsed.
In general, pleated filter elements already fill this role in a more established way, so star bags and star cages are not typically recommended.
— "How to size a collector for a new application?"
Sizing a dust collector starts with determining the required airflow, or CFM, for the application. From there, you calculate the square footage of filter media needed based on the air-to-cloth ratio.
After that, you determine the correct collector configuration based on the dust type, along with other application-specific factors. It is a broad process with several variables, so it is not something that can be reduced to a single quick answer.
The best approach is to gather the process information you have and use that to evaluate the application properly. If you want to handle it internally, a sizing guide can walk you through the basic steps, but it is also common to send the application details to a dust collection expert so the collector can be sized correctly for the system.
— "What is the maximum temperature that filter bags can sustain?"
The maximum temperature depends on the bag media being used. Polyester is usually suitable up to about 240 to 265 degrees Fahrenheit. Aramid, commonly known as Nomex, is good up to around 400 degrees Fahrenheit. Glass and P84 bags can handle temperatures up to about 500 degrees Fahrenheit.
Each media has its own temperature rating, so choosing the correct material is critical. If the wrong bag is used in a high-temperature application, it can fail very quickly. If the bag media is unknown, a picture is often enough to help identify it. Bag life also depends on factors like usage, how aggressively the system is sized, and whether moisture is present. If bags are being changed every two to three months, that usually suggests the system is not getting the bag life it should.
In many applications, bags last six months to a year, and in some cases even two to three years. For extremely high temperatures, it is often better to use bleed air or another cooling method to reduce the inlet temperature rather than rely on highly specialized filters like ceramic or metal elements.
— "What are the biggest challenges you face in the process of manufacturing dust collectors and filters? Do you outsource?"
Some parts of the work are outsourced, since no company can manufacture every single component for every project. Certain specialty products may come from suppliers, but the goal is still to function as a single-source OEM full-service provider for the customer. That means if a specialty product has to be contracted out, the provider still remains responsible and accountable for how the project turns out and for the equipment being offered. The supply chain and manufacturing partners are tightly integrated into that process.
In addition, almost everything provided is manufactured in the United States, although some electronics, raw materials, and components can come from overseas. Core items like baghouses, ductwork, and equipment are largely made in the U.S., including for projects that must comply with Buy USA and federal contract requirements.
— "Why do you need continuous dust emissions monitoring?"
There are two main reasons to monitor emissions continuously.
One is emissions compliance, to make sure the facility stays within the limits of its air permit.
The other is maintenance and operations, since the same equipment can help show how the filters are performing in real time.
The current industry standard for new applications is generally triboelectric emissions monitoring, which has largely replaced older opacity monitors except where older permits still require them. These triboelectric systems are more accurate, more sensitive, and capable of detecting extremely small amounts of dust in the exhaust stream. For compliance purposes, having this kind of monitoring can actually be helpful because regulators know the facility is recording what is really leaving the stack rather than relying only on estimates or modeling.
For maintenance, the value is even more immediate. A broken bag detector can identify tiny leaks long before they are visible, giving operators time to plan a shutdown and fix the issue before it becomes a major cleanup, a permit problem, or a prolonged outage. These systems can also help identify which row of bags is leaking and can improve forecasting of when filters are likely to fail. Beyond emissions monitoring, there are now many connected sensors available for hopper levels, fan vibration, rotor condition, airflow, differential pressure, and more. These can be tied into control systems or cloud-based dashboards and used for predictive maintenance, reducing downtime, labor, and troubleshooting costs.
— "What spray coating can we apply inside the baghouse to protect it against dust and flue gas?"
The answer depends on the application, but interior spray coatings are generally not seen as the best solution.
The main issue is that the dirty side of the baghouse is constantly exposed to incoming dust, which abrades the internal surfaces. Because of that, any coating applied inside the baghouse can get hit and worn down fairly quickly, especially in the lower portion where the dirty gas enters.
In cases where corrosion or chemical reactivity is a concern, a better approach is often to upgrade the construction material of the baghouse itself, such as using stainless steel or even a specialty alloy for the areas exposed to the process. If the question is really about injecting chemicals or compounds into the gas stream, that is a different matter. Those systems are more specialized and can include materials like lime, diatomaceous earth, or other compounds. Sometimes these materials are injected as a pre-coat to protect the bags, and other times they are used upstream to absorb chemicals before they reach the baghouse. A common example is activated carbon injection to capture mercury. Those approaches can be very effective, but they are not the same as applying a protective coating to the inside of the baghouse.
— "How can we equip dust collectors that handle explosive dust?"
When a dust collector handles explosive or combustible dust, additional fire and explosion protection measures need to be considered.
The first step is understanding the dust itself, because different dusts have different combustion characteristics. That is why it is important to know whether the dust is explosive or combustible and, if so, how severe the hazard is. Based on those values, recommendations can be made for protection devices and system accessories. These can include explosion vents, rotary airlocks designed to withstand an explosion, non-return or isolation devices, sprinkler systems, and infrared spark detection systems that can identify and extinguish a spark before it reaches the baghouse.
Many older systems were installed without this kind of protection, but newer projects are much more likely to require it through insurance, fire marshal review, or local enforcement. It was also stressed that NFPA guidelines are often the basis for these protections, but local regulations and the authority having jurisdiction may require something different, so it is important to coordinate with local regulators. If there is any uncertainty about whether the dust is combustible, the first step is to have a dust hazard analysis performed. A lab can test the dust and provide the necessary values, such as KST and PMAX, which are used to size explosion vents and determine what protection is required.
— "What are some baghouse maintenance schedules and techniques, along with troubleshooting methods?"
One of the most important maintenance and troubleshooting tasks is making sure the differential pressure readings are accurate.
This is such a common issue that it often becomes a standard item during inspections, because the tubing can fill with dust, the gauge can become fouled, and inaccurate readings make it difficult to trust the data. Since differential pressure is often the main performance indicator available, regular preventive maintenance should include blowing out the airlines and verifying the gauge is working properly, such as monthly or every few months by comparing it against another gauge.
Leak testing is another important troubleshooting method. A practical approach is to keep enough leak detection powder on hand to perform two tests, ideally using two different colors so a follow-up test can be done after repairs. The powder is injected upstream of the baghouse, and then the clean side is inspected with a black light for signs of leaking bags. In some cases, the hole is only visible from the dirty side, so both sides may need to be checked. This testing method is simple but very effective, and more than one person at the facility should know how to do it so it can be performed whenever a problem is suspected.
Along with routine inspections and regular monitoring of differential pressure, these methods help identify issues early and reduce unnecessary downtime.
Every facility is different, and the needs of your systems can vary widely depending on your dust, equipment, layout, and production demands.
If you didn’t see your question here—or if you’re dealing with a specific issue in your system—don’t hesitate to reach out. Our team is always available to help you find practical, effective solutions and guide you through any challenges you may be facing.
We’d be glad to answer your questions and support you in improving the safety of your dust collection system.
 In pulse-jet baghouses, filtration does not primarily happen within the filter fibers themselves. Instead, the system relies on something called a filter cake.
In pulse-jet baghouses, filtration does not primarily happen within the filter fibers themselves. Instead, the system relies on something called a filter cake.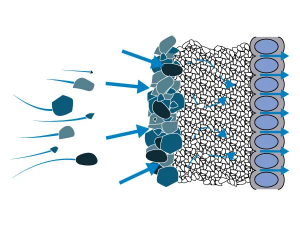

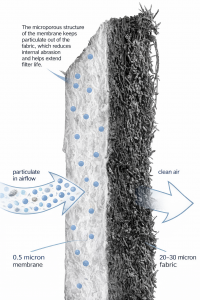 When PTFE membrane is added to the filter media, collection efficiency increases even further.
When PTFE membrane is added to the filter media, collection efficiency increases even further.


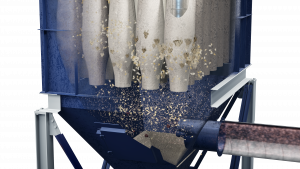




 Paper and packaging dust is deceptively light. Cellulose fibers, tissue dust, and cardboard fines don’t fall out of the air the way heavier industrial dusts do. They stay suspended, migrate through buildings, and settle in places operators rarely inspect until there is already a problem. Cutting, slitting, die-cutting, rewinding, conveying, baling, and finishing all generate fine particles that disperse quickly if capture velocities drop even slightly.
Paper and packaging dust is deceptively light. Cellulose fibers, tissue dust, and cardboard fines don’t fall out of the air the way heavier industrial dusts do. They stay suspended, migrate through buildings, and settle in places operators rarely inspect until there is already a problem. Cutting, slitting, die-cutting, rewinding, conveying, baling, and finishing all generate fine particles that disperse quickly if capture velocities drop even slightly.

 Paper and cardboard dust are dangerous because they combine three problems at once: they are respirable, combustible, and highly mobile. When suspended in air, even relatively low concentrations can ignite if an ignition source is present. When allowed to settle, the dust accumulates rapidly on horizontal surfaces, creating fuel for secondary explosions. From a health standpoint, prolonged exposure also contributes to poor indoor air quality and respiratory issues, particularly in tissue and fine-paper operations.
Paper and cardboard dust are dangerous because they combine three problems at once: they are respirable, combustible, and highly mobile. When suspended in air, even relatively low concentrations can ignite if an ignition source is present. When allowed to settle, the dust accumulates rapidly on horizontal surfaces, creating fuel for secondary explosions. From a health standpoint, prolonged exposure also contributes to poor indoor air quality and respiratory issues, particularly in tissue and fine-paper operations.
 Can dust collection really reduce downtime in packaging plants?
Can dust collection really reduce downtime in packaging plants?