Guía práctica sobre cómo reemplazar lecturas manuales de presión diferencial con sensores IoT
time monitoring of dust levels and
filter performance
Vamos al caso puntual. Prácticamente todos los permisos de calidad de aire para sistemas de control de polvo en EE. UU. exigen que el responsable de la planta controle la presión diferencial a través de los filtros del colector y actúe cuando se superan ciertos límites. Tradicionalmente, esto se hace con un manómetro analógico tipo Magnehelic. Para mantenerse en cumplimiento, muchas plantas todavía envían a una persona todos los días a leer y registrar manualmente la presión diferencial en cada colector. Como dice Matt Coughlin, dueño de Baghouse.com: “Todavía me sorprende cuántas plantas dependen de alguien subiendo una escalera con una planilla para revisar algo que hoy se puede monitorear automáticamente cada segundo”.
Incluso cuando se usan manómetros photohelicos con transmisión de señal (4–20 mA) hacia una sala de control, esa información muchas veces termina perdida en planillas o reportes que alguien debe buscar manualmente cuando llega una inspección.
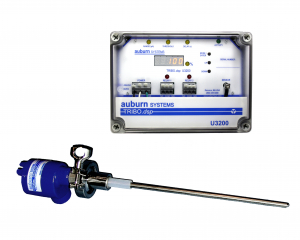
 Una alternativa mucho más simple y confiable es instalar un sensor transmisor —como el Synetica EnLink integrado a la plataforma DustIQ— directamente en el colector. El sensor se instala en minutos y puede funcionar con batería o alimentación de corriente. Una vez conectado al gateway LoRaWAN, los datos de presión diferencial se actualizan automáticamente en el tablero de DustIQ.
El tablero puede configurarse con reportes simples para mostrar a un inspector y generar alertas automáticas cuando la presión diferencial supera un umbral o empieza a mostrar una tendencia anormal. Esto le da al equipo tiempo suficiente para programar el cambio de filtros de forma planificada, en lugar de reaccionar de urgencia.
Una alternativa mucho más simple y confiable es instalar un sensor transmisor —como el Synetica EnLink integrado a la plataforma DustIQ— directamente en el colector. El sensor se instala en minutos y puede funcionar con batería o alimentación de corriente. Una vez conectado al gateway LoRaWAN, los datos de presión diferencial se actualizan automáticamente en el tablero de DustIQ.
El tablero puede configurarse con reportes simples para mostrar a un inspector y generar alertas automáticas cuando la presión diferencial supera un umbral o empieza a mostrar una tendencia anormal. Esto le da al equipo tiempo suficiente para programar el cambio de filtros de forma planificada, en lugar de reaccionar de urgencia.
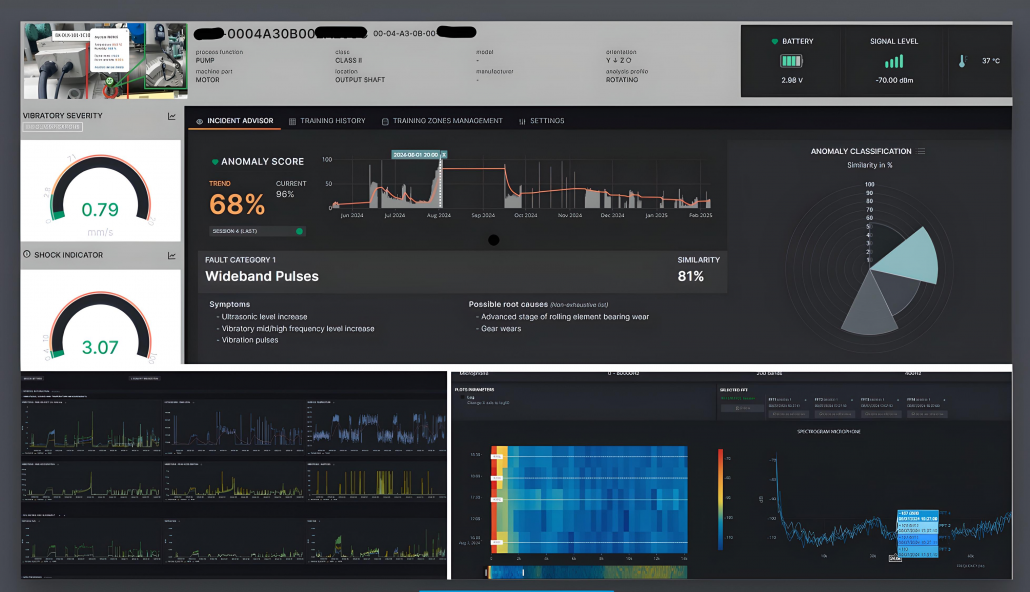
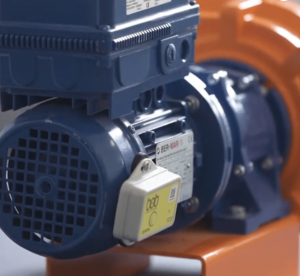 Los sensores IoT remotos instalados en motores de ventiladores y equipos rotativos monitorean de forma continua parámetros como vibración, aceleración y temperatura. En lugar de inspecciones manuales periódicas, estos sensores envían datos en tiempo real a una plataforma en la nube. Allí, los análisis integrados evalúan el comportamiento normal del equipo y detectan pequeñas desviaciones, como señales tempranas de desalineación, desgaste de rodamientos o desbalance. Cuando se superan ciertos umbrales, el sistema envía una alerta, dando tiempo al equipo de mantenimiento para intervenir antes de que la falla avance. Este enfoque de mantenimiento predictivo puede reducir drásticamente las interrupciones no programadas y extender la vida útil de los equipos.
Los sensores IoT remotos instalados en motores de ventiladores y equipos rotativos monitorean de forma continua parámetros como vibración, aceleración y temperatura. En lugar de inspecciones manuales periódicas, estos sensores envían datos en tiempo real a una plataforma en la nube. Allí, los análisis integrados evalúan el comportamiento normal del equipo y detectan pequeñas desviaciones, como señales tempranas de desalineación, desgaste de rodamientos o desbalance. Cuando se superan ciertos umbrales, el sistema envía una alerta, dando tiempo al equipo de mantenimiento para intervenir antes de que la falla avance. Este enfoque de mantenimiento predictivo puede reducir drásticamente las interrupciones no programadas y extender la vida útil de los equipos. Un ejemplo de esta tecnología es un paquete de sensores IoT que se fija directamente al motor o al ventilador con imanes… sin cableado y sin necesidad de detener el equipo. El sensor utiliza un acelerómetro triaxial para seguir los patrones de vibración y un sensor de temperatura integrado para monitorear el aumento de calor. Después de un breve período de aprendizaje, el dispositivo reconoce los patrones normales de funcionamiento del equipo. A partir de ese momento, cualquier vibración anormal o variación de temperatura genera una alerta predictiva.
Un ejemplo de esta tecnología es un paquete de sensores IoT que se fija directamente al motor o al ventilador con imanes… sin cableado y sin necesidad de detener el equipo. El sensor utiliza un acelerómetro triaxial para seguir los patrones de vibración y un sensor de temperatura integrado para monitorear el aumento de calor. Después de un breve período de aprendizaje, el dispositivo reconoce los patrones normales de funcionamiento del equipo. A partir de ese momento, cualquier vibración anormal o variación de temperatura genera una alerta predictiva.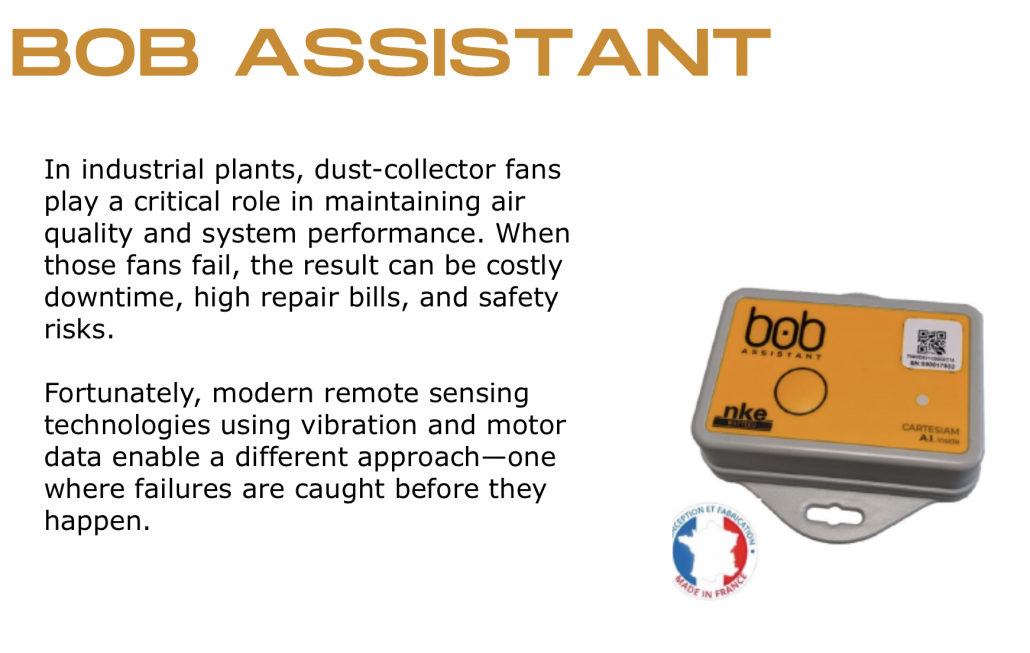


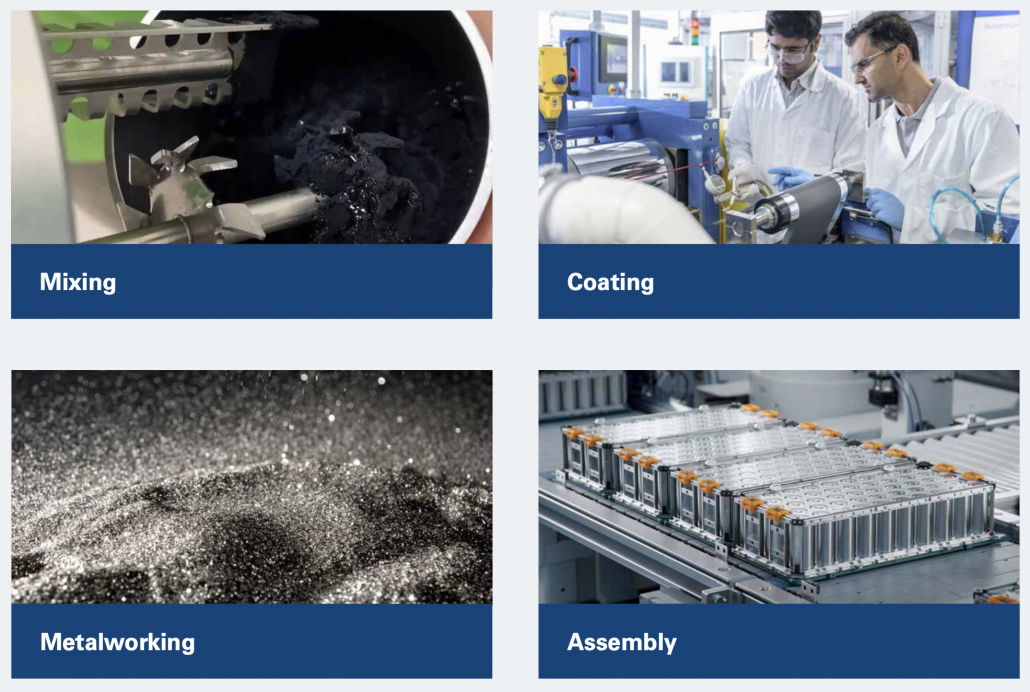
 En esta etapa se realizan tres pasos principales: preparación de la mezcla (slurry), recubrimiento y secado, y calandrado.
Durante la preparación del slurry, los materiales activos se mezclan con un solvente y un aglutinante para formar una pasta uniforme.
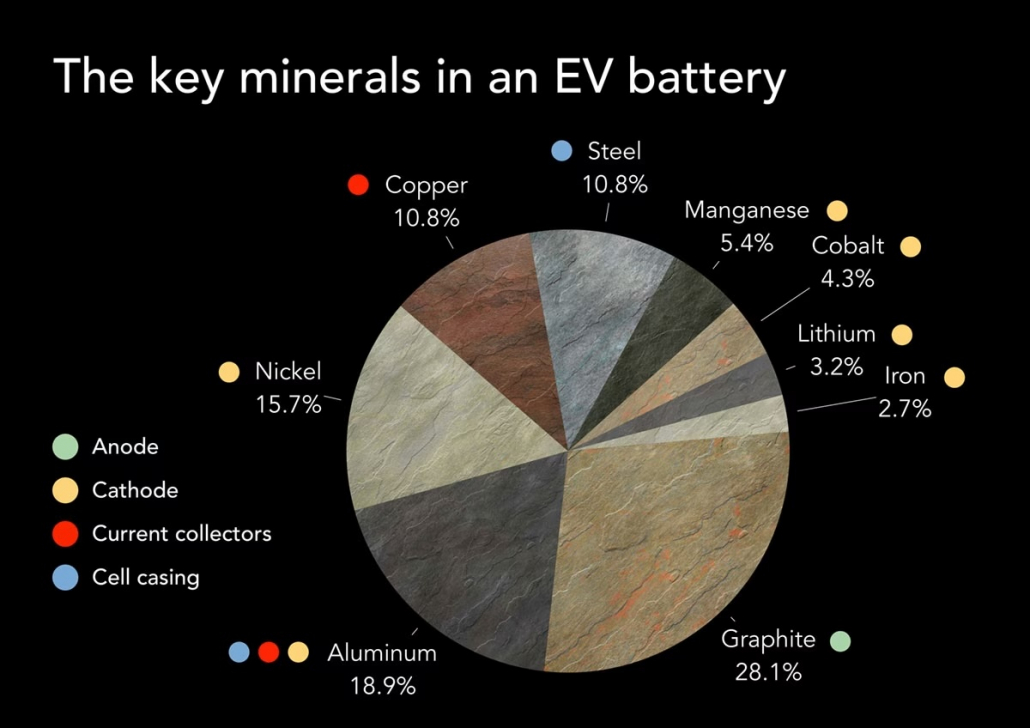
El slurry se aplica sobre láminas metálicas delgadas (generalmente cobre para el ánodo y aluminio para el cátodo) y se seca en un ambiente controlado para eliminar el solvente. Finalmente, las láminas recubiertas se comprimen entre rodillos para alcanzar el grosor y densidad necesarios, proceso conocido como calandrado.
En esta etapa se realizan tres pasos principales: preparación de la mezcla (slurry), recubrimiento y secado, y calandrado.
Durante la preparación del slurry, los materiales activos se mezclan con un solvente y un aglutinante para formar una pasta uniforme.
El slurry se aplica sobre láminas metálicas delgadas (generalmente cobre para el ánodo y aluminio para el cátodo) y se seca en un ambiente controlado para eliminar el solvente. Finalmente, las láminas recubiertas se comprimen entre rodillos para alcanzar el grosor y densidad necesarios, proceso conocido como calandrado.

 La mayoría de los
La mayoría de los