
NEW FREE WEBINAR: Boosting ROI with Smart Sensors & Industrial IoT

What to Expect from the Webinar
This webinar will show you how integrating IoT sensors into your dust collection system can slash maintenance costs, extend equipment life, and eliminate manual guesswork. Our expert speakers will guide you through the power of predictive monitoring, with practical examples from real-world facilities.
Program
-
🔹 Welcome & Overview
-
🔹 What is IoT, and how does it apply to your facility?
-

Webinar Special Guest – Eric Schummer, CEO of Senzary
🔹 IoT Technology Explained In Depth – Interview with Eric Schummer
-
➡️ What are the building blocks of an IoT platform?
-
➡️ How data gets collected, transmitted, and visualized? What are the basic steps for implementing IoT tools?
-
➡️ What are some IoT sensor types relevant to dust collection and other industrial equipment?
-
➡️ How do IoT platforms interface with existing enterprise systems?
-
➡️ Review ROI cases for common facility types, and case studies.
-
-
🔹 How Can I Implement This Technology In My Facility?
-
🔹 Conclusion & Q&A





 David – “John Deere – Central Foundry – Waterloo, IA – A
David – “John Deere – Central Foundry – Waterloo, IA – A 










 At
At 
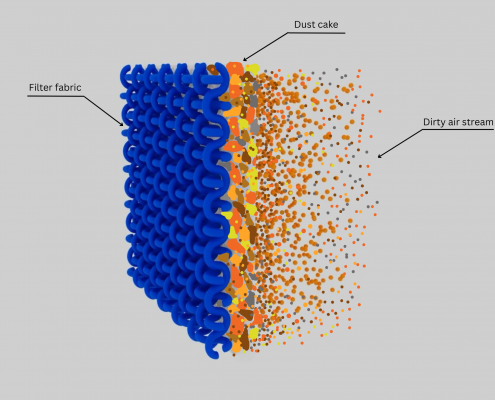
 🔹 Filter Media: Asphalt production involves
🔹 Filter Media: Asphalt production involves 



 Asphalt is everywhere. It’s under your tires on the highway, in the parking lot at the grocery store, and lining the roads in your neighborhood. Its use is so widespread that many of us take it for granted, never stopping to consider how it’s made — or the vital role dust collectors play in its production.
Asphalt is everywhere. It’s under your tires on the highway, in the parking lot at the grocery store, and lining the roads in your neighborhood. Its use is so widespread that many of us take it for granted, never stopping to consider how it’s made — or the vital role dust collectors play in its production.




