Powder & Bulk Solids Magazine Cover
This article was published in the January 2025 Edition of the Magazine Powder Bulk & Solids. You can also read it in this link:
How to Maintain & Operate Dust Collectors Using Differential Pressure

Regularly monitoring the differential pressure will give us insight on how our system is operating
Differential pressure is the key data metric used to determine how a dust collector is operating. Monitoring this variable is like checking the blood pressure of a human body. Just as blood pressure indicates the health and efficiency of the circulatory system, differential pressure provides a vital measurement of how well the dust collector is functioning.
System operators and maintenance technicians must keep a close watch on the differential pressure at all times to ensure proper operation of the system. They must also monitor the differential pressure in order to plan maintenance as well as any modification to the system such as to increase capacity or improve efficiency.
…About Your Dust Collector Filters
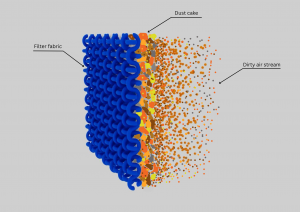
Blinded filters with large temporary dust cake buildup will have higher leaking
● If The Differential Pressure Is High
- ○ Consistently high DP is a sign that your filters are blinded (i.e. fabric fully saturated with dust particles). Once blinded, filters can no longer be cleaned and must be replaced.
- ○ Blinded filters or even filters with large temporary dust cake buildup will have higher emissions (i.e. leaking). Check with opacity meters or broken bag detectors to verify emissions levels
- ○ Insufficient air to cloth ratio for application will result in the bags being overloaded with dust and the cleaning system will be unable to effectively clean the bags.
● If The Differential Pressure Is Low
- ○Abnormally low DP (below 3″) can be a sign of holes, tears or loose seams in the bags or that the filters are not installed properly (misaligned snap band on top load models, loose bag clamps on bottom load units).
…About Your Cleaning System

Inadequate bag cleaning will result in higher DP since the dust cake will build up faster than it can be cleaned off
● If The Differential Pressure Is High
- ○ Inadequate bag cleaning will result in higher DP since the dust cake will build up faster than it can be cleaned off
- ○ In a pulse jet dust collector this could be caused by low compressed air pressure, contaminated air (dirt, water, or oil in air reservoir), misaligned installed blow pipes or misaligned/missing cage venturi.
- ○ If the cleaning cycles (i.e. air pulses) are not set correctly the bags will not be cleaned properly. (“On Time” is how long the pulse valve is opened. If set too long the air burst will be too weak to clean the bag. If set too short it will not release enough air to clean the entire length of the bag.)
- ○ The order the bags are cleaned (called “firing sequence”) should be staggered (1, 4, 2, 5, 3, 6) so that successive rows are not cleaned one after another (e.g. 1, 2, 3, 4, 5, 6,).
● If The Differential Pressure Is Low
- ○ Over-cleaning of bags will place undue wear on the filters and lead to early failure.

High compressed air will lead to early bag failure, often creating abrasion problems or even creating holes in the fabric
- ○ While if the compressed air pressure is too high it will clean the filters better, it also will lead to early bag failure, often creating abrasion problems or even creating holes in the fabric.
- ○ Since emissions are at their highest when the filters are pulsed, over pulsing leads to increased emissions

…About Problems with Your Dust Collection System
● If The Differential Pressure Is High
- ○ Sudden changes in DP can be caused by upset conditions or changes in the process the system is venting. Any problems in the dust collector could be sign that something potentially far more serious is taking place further upstream from the unit.
- ○ Consistently high DP might be a sign that the system is undersized and not able to keep up with the load placed on it.
- ○ Worn out baffle plates, dropout boxes, and poor airflow design lead to overloading of filters and high DP.
- ○ Excessive dust build-up in the hopper can lead to dust reentrainment and overload the filters.
- ○ Wet or sticky dust, which is difficult to clean, can be a sign of leaks near the hatches or cracks in the baghouse structure that allow moisture or cold air to enter causing condensation on the filters.
● If The Differential Pressure Is Low
- ○ Cracks or holes in the structure, or the tube sheet of the dust collector can cause significant reductions in DP and lead to an enormous surge in emissions.

If operators have incorrect readings it could result in damage to the system, increase emissions, or even fire and combustible dust hazards
As mentioned in previous articles, it is vital to make sure the differential pressure readings coming from the unit are accurate. To this end, it is best to make maintenance on the airlines, gauges, and controllers a regular part of the dust collector’s preventative maintenance program.

Director of Operations | Dust Collection Specialist | Industrial Filtration Consultant
Dominick DalSanto is an author and environmental technologies expert specializing in dust collection systems. He has nearly a decade of hands-on working experience in the industry. Dominick is the sales director and sales technical advisor for an industrial dust collection equipment manufacturer. Personally took the lead on key projects each year from sales engineer to field advisor to project manager to business relations. Born in San Bernardino County, California, and raised in Chicago, he currently resides in Buenos Aires, Argentina.