Un buen ciclón puede remover entre el 80 % y el 90 % de las partículas grandes antes de que lleguen a los filtros.
Inertial separators work by making use of one or more of the following forces: centrifugal, gravitational, and inertial, in order to separate dust from the airstream. Once separated, the dust is removed to a hopper by gravity for temporary storage. While this type of collector can be used in applications where particle sizes are large and only a “rough” air filtration is desired, the main usage for this type of collector is as a precleaner, to remove larger particles and debris and avoid overloading and damaging more efficient dust collectors.
The three types of Inertial Separators are:
• ✧ Settling Chambers
• ✧ Baffle Chambers
• ✧ Centrifugal Collectors
Un Settling Chamber is a large box installed into the ductwork. The sudden larger area for the airstream to pass through causes the air stream to slow down, which in turn causes the larger particles to settle to the bottom of the chamber. This type of collector is rarely used as the primary dust collector, due to its large space requirements and low efficiency. However, the fact that it can be fashioned from almost any material and its simple design, which requires little maintenance, make it a wise choice as a precleaner for a more efficient Dust Collector.
Un Baffle Chamber has a fixed baffle plate that causes the airflow to rapidly change its direction, first turning downward, and then making a 180-degree turn back up. In the process, the larger particles fall to the bottom of the chamber and can be collected from there. As with Settling Chambers, this type of collector is best used as a precleaner for another collector further in the collection system. Also like a Settling Chamber, its relatively simple design and low maintenance needs make it an excellent choice for the beginning of any large-scale collection system.
Centrifugal Collectors create a vortex in the airstream within an enclosure, similar to water going down a drain. Normally, this is done by having the airstream enter the collector at an angle, which causes it to spin. As the airstream is spun around the collector, the particles strike the wall and fall into the hopper below.
Within this category, there are two main types of systems in use:
• ✧ Single Cyclone systems
• ✧ Multiple Cyclone systems
Un Single Cyclone Collector creates a dual vortex, a main downward vortex to disperse the coarser matter, and a secondary upward vortex to remove the finer particles on the return to the outlet to the duct system.
Un Multiple Cyclone Collector works in the same manner as the Single Cyclone variety, albeit with several small dynamiter cyclones instead of just one. The multiple cyclones work in parallel and share the same air input and output.
Between the two, the Multiple Cyclone Collector will operate more efficiently because of its longer length and smaller diameter. The smaller diameter causes the centrifugal force generated to be greater, and the longer length allows for more contact with the surface of the collector by the particles, thereby causing more particles to be removed from the airstream. However, a greater loss of pressure is found in Multiple Cyclone Collectors than in Single Cyclone Collectors.
Again, as with the other kinds of Inertial Separators, this system’s main advantage is the lack of moving parts, thus requiring less maintenance and repair. While it can be designed to remove a specific size range of particles, it remains best used as a precleaner to eliminate coarse particles and ease the load on more efficient Dust Collectors further along in the system.
Advantages & Disadvantages – Centrifugal Collectors
| Types | Advantages | Disadvantages |
| Los ciclones | It has no moving parts | Have low collection efficiency for respirable particulates |
| Can be used as precleaners to remove coarser particulates and reduce load on more efficient dust collectors | Suffer decreased efficiency if gas viscosity or gas density increases | |
| Can be designed to remove a specific size range of particles | They are susceptible to erosion | |
| Have drastically reduced efficiency due to a reduction in the airflow rate | ||
| Cannot process sticky dust | ||
| Multiple Cyclones | They have no moving parts | Have low collection efficiency for respirable particulates |
| They are more efficient than single-cyclone separators | They are prone to plugging due to the smaller diameter tubes | |
| They have a low pressure drop when used as a precleaner | Improper gas distribution may result in dirty gas bypassing several tubes | |
| Cannot process sticky dust | ||
| For a given gas volume, occupy more space than single-cyclone separators |
Common Operating Problems & Solutions – Cyclone Collectors
| Symptom | Cause | Solución | |
| Erosion | High concentrations of heavy, hard, sharp-edged particles | Install large-diameter “roughing” cyclone upstream of high-efficiency, small-diameter cyclone. | |
| Line high-efficiency cyclone with refractor or erosion-resistant material. | |||
| Corrosion | Moisture and condensation in a cyclone | Keep gas stream temperature above dew point. | |
| Insulate cyclone. | |||
| Use corrosion-resistant material such as stainless steel or nickel alloy. | |||
| Dust Buildup | Gas stream below the dew point | Maintain gas temperature above dew point. | |
| Very sticky material | Install vibrator to dislodge material. | ||
| Leakage in the ductwork of the cyclone | Clean cyclone routinely. | |
| Check for pluggage and leakage and unplug or seal the ductwork. | |||
| Close all inspection ports and openings. | |||
| Reduced gas velocity in the cyclone | Check the direction of fan rotation; if rotation is wrong, reverse two of the tree leads on motor. |
Common Operating Problems and Solutions – Multiclones
| Symptom | Cause | Solución |
| Erosion | High concentrations of heavy, hard, sharp-edged particles | Install cast iron tubes. |
| Install a wear shield to protect tubes | ||
| Overloaded tubes | Uneven gas flow and dust distribution | Install turning vanes in the elbow, if elbow precedes the inlet vane. |
| Loss of volume in tubes | ||
| Uneven pressure drop across tubes | ||
| Plugging in inlet vanes, clean gas outlet tubes, and the discharge hopper | Low gas velocity | Install turning vanes in the elbow inlet |
| Uneven flow distribution | Insulate multiclone | |
| Moisture condensation | Install a bin-level indicator in the collection hopper. | |
| Overfilling in discharge hopper | Empty the hopper more frequently. | |
| Reduced efficiency or dirty gas stack | Leakage in ductwork | Seal all sections of ductwork and multiclone to prevent leaks |
| Leakage in multiclone |
Startup/Shutdown Procedures – Centrifugal Collectors
| Type | Startup | Shutdown |
| Los ciclones | 1. Check fan rotation. | 1. Allow the exhaust fan to operate for a few minutes after the process shutdown until the cyclone is empty. |
| 2. Close inspection of doors, connections, and cyclone discharge. | 2. If the combustion process is used, allow hot, dry air to pass through the cyclone for a few minutes after process shutdown to avoid condensation. | |
| 3. Turn on the fan. | 3. Turn off the exhaust fan. | |
| 4. Check fan motor current. | 4. Clean discharge hopper. | |
| 5. Check the pressure drop across the cyclone. | ||
| Multiclones | 1. Conduct the same startup procedures as cyclones. | 1. Conduct the same shutdown procedures as cyclones. |
| 2. At least once a month, measure airflow by conducting a pitot traverse across the inlet to determine the quantity and distribution of airflow. | ||
| 3. Record the pressure drop across the multiclone. | ||
| 4. If the flow is significantly less than desired, block off rows of the cyclone to maintain the necessary flow per cyclone. |
Preventative Maintenance Procedures – Centrifugal Collectors
| Type | Frequency | Procedure |
| Los ciclones | Daily | Record cyclone pressure drops. |
| Check the stack (if the cyclone is the only collector). | ||
| Record fan motor amperage. | ||
| Inspect the dust discharge hopper to ensure that dust is removed. | ||
| Weekly | Check fan bearings. | |
| Check gaskets, valves, and other openings for leakage. | ||
| Monthly | Check the cyclone interior for erosion, wear, corrosion, and other visible signs of deterioration. | |
| Multiclones | Daily | Same as cyclones. |
| Weekly | Same as cyclones. | |
| Monthly | Check the multiclone interior for erosion, wear, corrosion, and improper gas and dust distribution. | |
| Inspect individual cyclones and ducts for cracks caused by thermal expansion or normal wear. |
Fabric Collectors (commonly known as baghouses) are among the most widely used dust collection systems. They benefit from having the potential to be one of the most efficient (up to 99% of very fine particles) and cost-effective dust collection systems you can choose.
How Do Baghouses Work?

Colector de polvo reverse air rotatorio de baja/media presión
The gas stream enters the baghouse via the duct system. Once inside, the dust-filled gases come into contact with the filter bags within. As the gases pass through the filters, the dust particles are trapped on the filter media. Over time, a layer of dust (a dust cake) builds up on the surface of the filter bags. This is the secret to this filter medium’s high efficiency potential. Once the dust cake has formed, it further impedes the passage of dust through the filters in four different ways:
• 🔹 Inertial Collection: The incoming gas stream strikes the filter media, which is located perpendicular to the gas flow, before changing direction, causing the dust particles to remain on the filter.
• 🔹 Interception: Particles that do not cross the fluid streamlines come in contact with fibers because of the fiber size.
• 🔹 Brownian movement: Using diffusion, there is an increased chance of contact between the filter and the dust particles due to their molecular motion.
• 🔹 Electrostatic Forces: An increased attraction can occur between the dust particles and the filter media when an electrostatic charge is found on the dust particles.
Air to Cloth Ratio

La relación aire-tela describe cuánto
aire sucios pasan a través de una determinada
superficie del filtro.
An understanding of the term Air to Cloth Ratio is vital to understanding the mechanics of any baghouse system, regardless of the exact type used. This ratio is defined as the amount of air or process gas entering the baghouse divided by the sq. feet of cloth in the filters. An example of an Air to Cloth Ratio is provided below courtesy of http://www.usairfiltration.com
Different Baghouse Designs
There are three main types of baghouse systems currently in use today. The same basic mechanics are present in all of them, the main difference being how filter bags are cleaned.
• 🔸 Mechanical Shaker
• 🔸 Reverse Air
• 🔸 Pulse Jet

Shaker baghouse mechanism
Un Mechanical Shaker is a design where the filter bags are suspended from the top of the baghouse by horizontal beams and fastened to a cell plate on the bottom. When the gas stream enters at the bottom of the baghouse, it is then forced up through the inside of the tubular filter bags, thereafter passing through the airflow outlet at the top. The cleaning of this type of baghouse is done by shaking the top horizontal bar to which the filter bags are attached. This is caused by a motor-driven shaft and cam system that sends waves down the surface of the filter bags, causing the dust to fall off the interior of them into the hopper below. This baghouse has a relatively low Air to Cloth Ratio, requiring large amounts of space. Despite this drawback, the simple design remains a noted advantage, leading to this system being widely used in the mineral processing industry.

Reverse- air cleaning baghouses are compartmentalized to allow a section to be off-line for cleaning
In a Reverse Air Baghouse, filter bags are connected to a cell plate on the bottom of the baghouse and are suspended from an adjustable hanger frame on top. The gas stream, as in the Mechanical Shaker design, enters the Baghouse and passes through the filter bags from the bottom, leading to the dust collecting again on the interior of the filter bags, thereafter leaving through the outlet port at the top. Again, the main difference in this style of baghouse system when compared to others is the cleaning mechanism. In this system, a cleaning cycle starts with injecting clean air into the collector in the reverse direction of the normal flow. This causes the compartment to become pressurized. The pressure causes the bags to collapse slightly, releasing the dust cake to crack and fall off to be collected by the hopper below. Since it is necessary to shut down normal airflow to the baghouse during the cleaning cycle, this type of baghouse is normally compartmentalized so as to allow for only a partial shutdown of the system.

Durante la limpieza por pulsos en un colector tipo Pulse Jet, un flujo inverso de aire comprimido limpio empuja hacia afuera una fila de bolsas, desprendiendo la capa de polvo acumulada en su superficie. Los filtros reaccionan al impacto inicial del aire comprimido, seguido de una expansión en forma de burbuja que se desplaza a lo largo de la bolsa o manga.
Con Pulse Jet Baghouse, the same basic design is found as in the other types of baghouse design, however, with a few very important differences. In a Pulse Jet Baghouse, the baghouse filter bags are individually overlaid on a metal cage, which is then attached to a cell plate at the top of the compartment. The gas stream enters the baghouse at the bottom and is forced through the outside to the inside of the filter bags, after which the gas stream exits the compartment from the outlet port at the top. The main advantage of this baghouse is that it does not require a shutdown of any kind to run a cleaning cycle. A digital sequential timer is attached to one of the filter bags inside the baghouse. This timer signals a solenoid valve to start the cleaning cycle when it detects a certain amount of buildup on the bag. It consists of a small burst of compressed air being fired down through the filter bags. Which causes the excess dust cake to fall off into the hopper at the bottom of the baghouse, where it can be collected. The cleaning cycle of the Pulse Jet collectors provides a more complete cleaning and reconditioning of the filter bags than in the Shaker, and Reverse Air designs. Also, the short nature of the cleaning cycle leads to a reduction in the recirculation and redeposit of dust. Finally, enabled by the continuous cleaning feature of the design, this kind of collection system has a higher Air to Cloth Ratio, so the space requirements are much lower than in other systems.

Colector con cartuchos
Unlike baghouse collectors, which feature the use of woven or felt filter bags, Colectores con cartuchos use perforated metal cartridges that are cylindrical in shape and open on one or both ends, lined with a pleated non-woven filtering media. Once installed, one end of the cartridge is sealed off, and the open end is used for the clean exhaust. Similar to a baghouse, the gas stream is forced through the outside of the cartridge to the inside, where it then exits back into the system. Cartridge Collectors are also compatible with Reverse or Pulse Jet cleaning. Large numbers of these collectors can be installed and used for continuous filtration for a location’s dust collection system.
Advantages and Disadvantages – Baghouses
| Types | Advantages | Disadvantages |
| Shaker Baghouses | Have high collection efficiency for respirable dust | Have a low air-to-cloth ratio (1.5 to 2 ft/min) |
| Can use strong woven bags, which can withstand an intensified cleaning cycle to reduce residual dust buildup | Cannot be used in high temperatures | |
| Simple to operate | Require large amounts of space | |
| Have a low pressure drop for equivalent collection efficiencies | Need a large number of filter bags | |
| Consists of many moving parts and requires frequent maintenance | ||
| Personnel must enter the baghouse to replace bags, creating potential for exposure to toxic dust | ||
| Can result in reduced cleaning efficiency if even a slight positive pressure exists inside bags | ||
| Reverse Air Baghouses | Have high collection efficiency for respirable dust | Have a low air-to-cloth ratio (1 to 2ft/min) |
| They are preferred for high temperatures due to their gentle cleaning action | Require frequent cleaning because of the gentle cleaning action | |
| Have a low pressure drop for equivalent collection efficiencies | Have no effective way to remove residual dust buildup | |
| Cleaning air must be filtered | ||
| Require personnel to enter the baghouse to replace bags, which creates potential for toxic dust exposure | ||
| Pulse Jet (Reverse Jet) Baghouses | Have a high collection efficiency for respirable dust | Require the use of dry compressed air |
| Can have a high air-to-cloth ratio (6 to 10ft/min) | May not be used readily in high temperatures unless special fabrics are used | |
| Have increased efficiency and minimal residual dust buildup due to aggressive cleaning action | Cannot be used if high moisture content or humidity levels are present in the exhaust gases | |
| Can clean continuously | ||
| Can use strong woven bags | ||
| Have lower bag wear | ||
| Have a small size and fewer bags because of a high air-to-cloth ratio | ||
| Some designs allow bag changing without entering the baghouse | ||
| Have a low pressure drop for equivalent collection efficiencies |
Common Operating Problems and Solutions – Baghouses*
| Symptom | Cause | Solución |
| High Baghouse pressure drop | Baghouse undersized | consult vendor |
| Install double bags | ||
| Add more compartments or modules | ||
| The bag cleaning mechanism is not properly adjusted | Increase cleaning frequency | |
| Clean for a longer duration | ||
| Clean more vigorously | ||
| Shaking not strong enough (S) | Increase the shaker speed | |
| Compartment isolation damper valves not operating properly (S, RA) | Check linkage | |
| Check valve seals | ||
| Check the air supply of pneumatic operators | ||
| Compressed air pressure is too low (PJ) | Increase pressure | |
| Decrease duration and frequency | ||
| Check the compressed-air dryer and clean it if necessary | ||
| Check for obstructions in piping | ||
| Repressurizing pressure is too low (RA) | Speed up the repressurizing fan. | |
| Check for leaks | ||
| Check the damper valve seals | ||
| Pulsing valves failed (PJ) | Check diaphragm | |
| Check pilot valves | ||
| Bag tension is too tight (RA) | Loosen bag tension | |
| Bag tension is too loose (S) | Tighten bags | |
| Cleaning timer failure | Check to see if the timer is indexing to all contacts | |
| Check the output on all terminals | ||
| Not capable of removing dust from bags | Check for condensation on bags | |
| Send a dust sample and bags to the manufacturer for analysis | ||
| Dryclean or replace bags | ||
| Reduce airflow | ||
| Excessive reentrainment of dust | Empty hopper continuously | |
| Clean rows of bags randomly instead of sequentially (PJ) | ||
| Incorrect pressure-drop reading | Clean out pressure taps | |
| Check hoses for leaks | ||
| Check for proper fluid level in the manometer | ||
| Check the diaphragm in the gauge | ||
| Dirty Discharge at the stack | Bags leaking | Replace bags |
| Isolate the leaking compartment or module | ||
| Tie off leaking bags and replace them later | ||
| The bag clamps are not sealing | Smooth out the cloth under the clamp and re-clamp | |
| Check and tighten clamps | ||
| Failure of seals in joints at clean/dirty air connection | Caulk or weld seams | |
| Insufficient filter cake | Allow more dust buildup on bags by cleaning less frequently. | |
| Use precoating on bags (S, RA). | ||
| Bags too porous | Send the bag in for a permeability test and review with the manufacturer | |
| High compressed-air consumption (PJ) | The cleaning cycle is too frequent | Reduce the cleaning cycle, if possible |
| Pulse too long | Reduce pulsing duration | |
| Pressure too high | Reduce supply pressure, if possible | |
| Diaphragm valve failure | Check the diaphragm and springs | |
| Check the pilot valve | ||
| Reduced compressed-air pressure (PJ) | Compressed-air consumption is too high | See previous solutions |
| Restrictions in compressed-air piping | Check compressed-air piping | |
| Compressed-air dryer plugged | Replace the dessicant in the dryer | |
| Bypass the dryer temporarily, if possible | ||
| Replace dryer | ||
| Compressed-air supply line is too small | Consult design | |
| Compressor worn out | Replace rings | |
| Check for worn components | ||
| Rebuild the compressor or consult the manufacturer | ||
| Pulsing valves are not working | Check pilot valves, springs, and diaphragms | |
| Timer failed | Check terminal outputs | |
| Moisture in the baghouse | Insufficient preheating | Run the system with hot air only before the process gas flow is introduced |
| System not purged after shutdown | Keep the fan running for 5 to 10 minutes after the process is shut down | |
| Wall temperature below the dew point | Raise the gas temperature | |
| Insulate unit | ||
| Lower dew point by keeping moisture out of the system | ||
| Cold spots through the insulation | Eliminate the direct metal line through the insulation | |
| Water/moisture in compressed air (PJ) | Check automatic drains | |
| Install aftercooler | ||
| Install dryer | ||
| Repressurizing air causes condensation (PJ) | Preheat the repressurizing air | |
| Use process gas as a source of repressurizing air | ||
| Material bridging in hopper | Moisture in the baghouse | See previous solutions |
| Dust stored in hoppers | Remove dust continuously | |
| Hopper slope insufficient | Rework or replace hoppers | |
| Screw conveyor opening too small | Use a wide, flared trough | |
| High rate of bag failure, bags wearing out | Baffle plate worn out | Replace the baffle plate |
| Too much dust | Install the primary collector | |
| The cleaning cycle is too frequent | Slow down cleaning | |
| Inlet air is not properly baffled from bags | Consult vendor | |
| Shaking is too violent (S) | Slow down the shaking mechanism | |
| Repressurizing pressure is too high (RA) | Reduce pressure | |
| Pulsing pressure too high (PJ) | Reduce pressure |
* S = Shaker
RA = Reverse Air
PJ = Pulse Jet
Startup/Shutdown Procedures – Baghouses
| Startup | Shutdown |
| 1. For processes generating hot, moist gases, preheat the baghouse to prevent moisture condensation, even if the baghouse is insulated. (Ensure that all compartments of the shaker or reverse-air Baghouses are open.) | 1. Continue operation of dust-removal conveyor and cleaning of bags for 10 to 20 minutes to ensure good removal of collected dust. |
| 2. Activate the baghouse fan and dust-removal conveyor. | |
| 3. Measure the baghouse temperature and check that it is high enough to prevent moisture condensation. |
Preventive Maintenance Procedures – Baghouses
Daily
• ✅ Check pressure drop.
• ✅ Observe the stack (visually or with an opacity meter).
• ✅ Walk through the system, listening for proper operation.
• ✅ Check for unusual occurrences in the process.
• ✅ Observe control panel indicators.
• ✅ Check compressed-air pressure.
• ✅ Assure that dust is being removed from the system.
Weekly
• ✅ Inspect screw-conveyor bearings for lubrication.
• ✅ Check packing glands.
• ✅ Operate damper valves.
• ✅ Check compressed-air lines, including line filters and dryers.
• ✅ Check that valves are opening and closing properly in the bag-cleaning sequence.
• ✅ Spot-check bag tension.
• ✅ Verify accuracy of temperature-indicating equipment.
• ✅ Check pressure-drop-indicating equipment for plugged lines.
Monthly
• ✅ Check all moving parts in the shaker mechanism.
• ✅ Inspect fans for corrosion and material buildup.
• ✅ Check drive belts for wear and tension.
• ✅ Inspect and lubricate appropriate items.
• ✅ Spot check for bag leaks.
• ✅ Check hoses and clamps.
• ✅ Check the accuracy of the indicating equipment.
• ✅ Inspect housing for corrosion.
Quarterly
• ✅ Inspect the baffle plate for wear.
• ✅ Inspect bags thoroughly.
• ✅ Check the duct for dust buildup.
• ✅ Observe damper valves for proper seating.
• ✅ Check gaskets on doors.
• ✅ Inspect paint, insulation, etc.
• ✅ Check screw conveyor for wear or abrasion.
Annually
• ✅ Check fan belts.
• ✅ Check welds.
• ✅ Inspect the hopper for wear

Wet Scrubber Dust Collector
Another effective method of dust collection is the use of Wet Scrubbers (Air Washers). These systems use a scrubbing liquid (usually water) to filter out finer dust particles. After being filtered, the gas stream is then sent through a mist eliminator (demister pads) to remove the excess moisture from the gas stream. Afterward, the gas stream exits the collector through the outlet port and returns into the system.
Wet Scrubbers are ideal:
• ✧ For the collection of explosive material
• ✧ Where “slurry” produced could be reused (either in other parts of the process or sold)
• ✧ Where chemical reactions could be generated with other collection methods
• ✧ To absorb excess air
Wet scrubbers have the advantage of low start-up costs and low space requirements. They are well-suited for treating high-temperature and high-humidity gas streams. They are also able to process both air and “sticky” particulates. The main disadvantages are that they are costly to operate, require a precleaner for any heavy dust loads, cause water pollution that then needs to be addressed, and can erode with high air velocities.
There is a vast variety of different designs and applications of this type of filtration system, but all of them have three basic operations they perform:
• ✦ Gas-humidification: The gas-humidification process conditions fine particles to increase their size so they can be collected more easily.
• ✦ Gas-liquid contact: This is the entire basis for the operation of this type of system. The method of contact between the liquid is done in four main ways:
• ✦ Inertial impaction takes place when the gas stream is forced to flow around the droplets in its path. The stream separates and flows around the droplet. However, the larger particles continue to be carried by inertial force in a straight path, coming in direct contact with the liquid.
• ✦ Interception: Finer particles, while not directly coming in contact with the droplets, do, however, brush up against the side of them, causing them to be absorbed into the liquid.
• ✦ Diffusion occurs when a fine mist is created from the liquid being used. As the particles pass through the mist, they make contact with the surfaces of the droplets by means of the Brownian effect, or diffusion.
• ✦ Condensation nucleation is the effect of a gas being cooled below its dew point while within a moisture-rich environment, causing the vapor to condense on the surface of the particles, thereby encapsulating them.
• ✦ Liquid separation: After going through the cleaning phase, the remaining liquid and contaminants must be removed before the gas stream can be sent back into the system. This is accomplished by means of a Mist Eliminator (Demister Pads), which removes the liquid and dust mixture from the gas stream and sends it to a collector. Once in the collector, the solid waste settles to the bottom, where it is removed by means of a drag chain system to be deposited in a dumpster or another collection area.
Wet Scrubbers are further categorized by pressure drop (in inches of water gauge) as follows:
• ✦ Low-energy scrubbers (0.5 to 2.5)
• ✦ Low- to medium-energy scrubbers (2.5 to 6)
• ✦ Medium- to high-energy scrubbers (6 to 15)
• ✦ High-energy scrubbers (greater than 15)
The large number of different Wet Scrubbers in use makes it impossible to comment on every single design in this article. However, a brief overview of the most common types will enable you to understand the basic operational procedures present in all of them.
Low Energy Scrubbers:
• The most basic design is that of a Gravity Spray Tower Scrubber. In this system, the contaminated air enters at the bottom of the cylindrically shaped scrubber and rises through a mist of water sprayed from nozzles at the top. The dirty water collects at the bottom of the tank, and the clean air (mist) exits from the top of the collector. This collector has a relatively low efficiency compared to other kinds of Wet Scrubbers. However, its main advantage is that it can handle very heavy dust loads without getting backed up.
• Dynamic wet precipitators, also called Wet Fan Scrubbers, are a popular design used for medium energy scrubbing applications. In this system, the gas stream passes through a larger fan that is constantly kept wet with the cleaning liquid. The particles are trapped in the liquid and are then, by means of centrifugal force, thrown off the spinning fan blades onto the sides of the collector, where they eventually settle at the bottom, enabling them to be collected.
• Orifice Scrubbers work in a very similar way to inertial separators, but with one important difference: Orifice Scrubbers use a water surface to capture the dust particles. When the gas stream enters the collector, it is rapidly redirected when it comes in contact with the water surface, causing the dust particles to be removed from the gas stream. A greater efficiency can be obtained by the addition of liquid spray nozzles to further separate the contaminants from the gas stream. While these are an effective filtration system, one should note that they tend to be ineffective against fine particles, as these tend to be redirected off the water surface by the high surface tension.
Low to Medium Energy Scrubbers:
• Wet Cyclone Scrubbers are nearly identical to their normal cyclone collector counterparts. In a Wet Cyclone Scrubber, the gas stream enters the collector and is then forced into a cyclone movement by the strategic placement of stationary scrubbing vanes. Liquid is introduced at the top of the collector, allowing the dust particles to stick to the wet walls of the collector when they are thrown off by the vortex. As with dry Cyclone Collectors, this type of system has the benefit of few to no moving parts, and it is efficient for particles up to 5um and above.
Medium to High Energy Scrubbers:
• Packed Bed Scrubbers consist of a bed of packing media, which is then sprayed with water. The packing media allows for a very wide distribution of the water, which in turn allows the gas stream to have the maximum contact with the water during its passage through the collector. Air enters at the bottom of the collector, where it first makes contact with the water in the recirculation tank. Then it is forced up through the various layers of the filtering media, and after being sent through a Mist Eliminator is sent back into the system via the exit port at the top.
Within the category of Packed Bed Scrubbers, there are three different variations on the implementation of this filtering mechanism they are:
• Cross-flow scrubbers are designed to minimize height for low-profile applications. In this design, the packed media is laid as sheets perpendicular to the gas stream. The gas stream enters one side of the Scrubber and flows horizontally through it, passing through the packing media and then exiting out the opposite side.
• Co-current flow scrubbers
• Counter-current flow scrubbers
High energy Scrubbers:
• Venturi Scrubbers make use of the Venturi effect to accelerate the gas stream to speeds of 12,000 to 36,000 ft/min. The gas stream enters the Scrubber through a Venturi-shaped inlet where it is sprayed with water. The water hitting the extremely high-speed air causes it to instantly atomize. The very fine water droplets attach to the dust particles and form a slurry, which then falls to the bottom of the collector. After passing through a Mist eliminator, the gas stream is sent back into the system.
Advantages and Disadvantages – Wet Scrubbers
| Advantages | Disadvantages |
| Have low capital costs and small space requirements | Have high operating and maintenance costs |
| Have low capital costs and small space requirements | Require corrosion-resistant materials if used with acidic gases |
| Are able to collect gases as well as particulates (especially “sticky” particulates) | Require a precleaner for heavy dust loadings |
| Have no secondary dust sources | Causes water pollution; requires further water treatment |
| Are susceptible to erosion at high velocities | |
| Collect wet products | |
| Require freeze protection | |
Common Operating Problems and Solutions – Wet Scrubbers
| Problem | Solución |
| Wet/dry buildup | Keep all areas dry or all areas flooded. |
| Use inclined ducts to a liquid drain vessel. | |
| Ensure that the scrubber is installed vertically. | |
| Maintain a liquid seal. | |
| Dust buildup in the fan | Install a clean water spray at the fan inlet. |
| Excessive fan vibration | Clean fan housing and blades regularly. |
| Liquid pump failure | Divert some of the recycled slurry to a thickener, settling pond, or waste disposal area and supply clean water as makeup. |
| Increase the water bleed rate. | |
| Worn valves | Use wear-resistant orifice plates to reduce erosion on valve components. |
| Jammed valves | Provide continuous purge between valves and operating manifold to prevent material buildup. |
| Erosion of slurry piping | Maintain pumping velocity of 4 to 6 ft/s to minimize abrasion and prevent sedimentation and settling. |
| Plugged nozzles | Replace nozzles or rebuild heads. |
| Change the source of the scrubbing liquid. | |
| Supply filtered scrubbing liquid. | |
| Buildup on mist eliminators | For vane-type demisters, spray the center and periphery intermittently to clean components. |
| For chevron-type demisters, spray the water from above to clean the buildup. |
Startup/Shutdown Procedures – Wet Scrubbers
| Prestart Checklist | Shutdown |
| 1. Start the fans and pumps to check their rotation. | 1. Shut down the fan and fan spray. Insulate the scrubber from operation. |
| 2. Disconnect the pump suction piping and flush it with water from an external source. | 2. Allow the liquid system to operate as long as possible to cool and reduce liquid slurry concentrations. |
| 3. Install temporary strainers in the pump suction line and begin liquid recycle. | 3. Shut off the makeup water and allow it to bleed normally. |
| 4. With the recycle flow on, set valves to determine operating conditions for desired flow rates. Record the valve positions as a future baseline. | 4. When pump cavitation noise is heard, turn off the pump and pump gland water. |
| 5. Record all system pressure drops under clean conditions. | 5. Open system manholes, bleeds, and other drains. |
| 6. Perform all recommended lubrications. | |
| 7. Shut down the fan, drain the system, and remove temporary strainers. | |
| Startup | |
| 1. Allow vessels to fill with liquid through normal level controls. Fill large-volume basins from external sources. | |
| 2. Start liquid flow to all pump glands and fan sprays. | |
| 3. Start the recycle pumps with the liquid bleed closed. | |
| 4. Check insulation dampers and place scrubber in series with primary operation. | |
| 5. Start the fan and fan inlet spray. Leave the inlet control damper closed for 2 min to allow the fan to reach speed. | |
| 6. Check gas saturation, liquid flows, liquid levels, fan pressure drop, duct pressure drops, and scrubber pressure drop. | |
| 7. Open bleed to pond, thickener, or other drain systems so slurry concentration can build slowly. Check the final concentration as a cross-check on the bleed rate. |
Preventative Maintenance Procedures – Wet Scrubbers
Daily
• ✅ Check the recycling flow.
• ✅ Check bleed flow.
• ✅ Measure temperature rise across the motor.
• ✅ Check fan and pump bearings every 8 hours for oil level, oil color, oil temperature, and vibration.
• ✅ Check scrubber pressure drop.
• ✅ Check pump discharge pressure.
• ✅ Check fan inlet and outlet pressure.
• ✅ Check slurry bleed concentration.
• ✅ Check the vibration of the fan for buildup or bleeds.
• ✅ Record the inlet and saturation temperature of the gas stream.
• ✅ Use motor current readings to detect flow decreases. Use fan current to indicate gas flow.
• ✅ Check pressure drop across mesh and baffle mist eliminators. Clean by high-pressure spraying, if necessary.
Weekly
• ✅ Check wet/dry line areas for material buildup. Clean, if necessary.
• ✅ Check liquid spray quantity and manifold pressure on the mist eliminator automatic washdown.
• ✅ Inspect fans on dirty applications for corrosion, abrasion, and particulate buildup.
• ✅ Check bearings, drive mechanisms, temperature rise, sprocket alignment, sprocket wear, chain tension, oil level, and clarifier rakes.
• ✅ Check ductwork for leakage and excessive flexing line or replace as necessary.
• ✅ Clean and dry pneumatic lines associated with monitoring instrumentation.
Semiannually
• ✅ Verify the accuracy of instruments and calibrate.
• ✅ Inspect orifice plates.
• ✅ Clean electrical equipment, including contacts, transformer insulation, and cooling fans.
• ✅ Check and repair wear zones in scrubbers, valves, piping, and ductwork.
• ✅ Lubricate damper drive mechanisms and bearings. Verify proper operation of dampers and inspect for leakage.
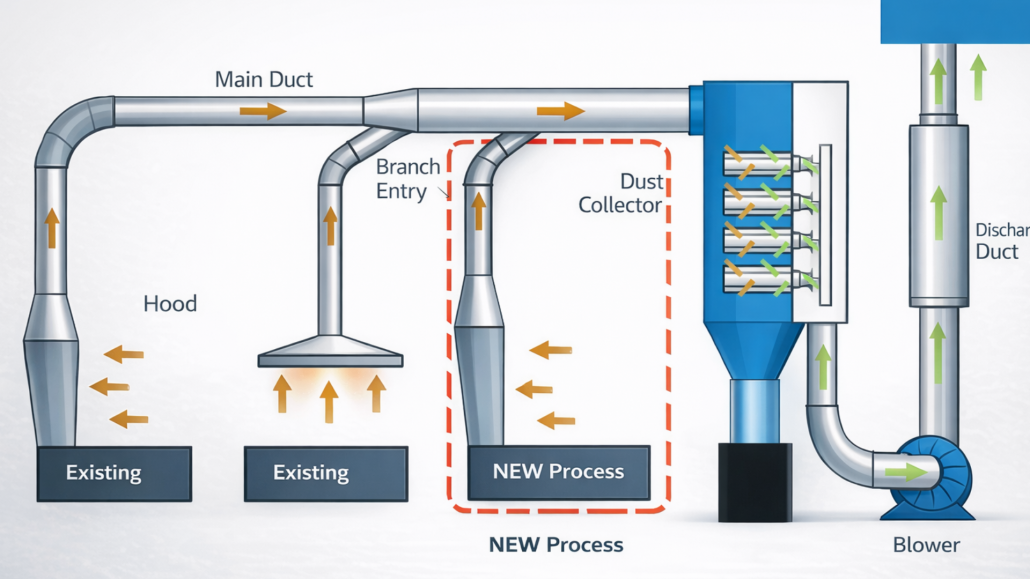
Every Dust Collection System must have a Central Collection System in place in order to send the contaminated air to the filtration system. A Central Collection System consists of a series of collection inlets, and the necessary duct work to transport the dust-laden gas stream to the collector and afterward on to be either recirculated back into the facility or dispersed into the atmosphere. The pressure in this duct system is supplied by the Fan and Motor System.
Fan and Motor
Choosing the right Fan and Motor System requires several different factors to be taken into consideration, including but not limited to:
• ✧ Volume required
• ✧ Fan static pressure
• ✧ Type of material to be handled through the fan (For example, a Radial Blade Fan should be used with fibrous material or heavy dust loads, and a nonsparking construction must be used with explosive or flammable materials.)
• ✧ Limitations in space
• ✧ Acceptable levels of noise caused by the fan
• ✧ Required operational temperature (For example, sleeve bearings are suitable to 250º F; ball bearings to 550º F.)
• ✧ Adequate size to handle pressure and volume requirements with minimum horsepower usage
• ✧ Whether any corrosive materials are going to be handled and what protective coatings may be needed
• ✧ Ability of the fan to accommodate small changes in total pressure while maintaining the necessary air volume
• ✧ Need for an outlet damper to control airflow during cold starts (If necessary, the damper may be interlocked with the fan for a gradual start until steady-state conditions are reached.)
Also to be considered is what type of drive system for the fan you plan to use. A Direct Drive fan is run directly off of a drive shaft from the motor, which provides for lower space needs, but places the fan at a constant, unchangeable speed. While a belt-driven fan, which uses a belt to flywheel configuration needs more space, it can allow for the fan speed to be easily changed, which is vital for some applications.
There are two main types of fan designs that are used in industrial applications:
• ✧ Centrifugal fans
• ✧ Axial-flow fans
Un Centrifugal Fan (also called a Squirrel-cage fan for its resemblance to rodent exercise devices) is a fan built with blades (or ribs) surrounding a central hub. The air enters the side of the fan and then turns 90° and is accelerated and thrown out of the fan using centrifugal force. The diverging shape of the scroll also converts a portion of the velocity pressure into static pressure. The fan is driven by means of a drive shaft that extends out from the center hub of the fan.
There are three main types of Centrifugal fan blades that can be used:
• ✦ Forward Curved Blades
• ✦ Backward Curved Blades
• ✦ Straight Radial Blades
Forward Curved Bladed Fans have blades that are curved in the direction of the rotation of the fan. These fans are highly sensitive to particulate buildup and are used for high-airflow, low-pressure applications.
Backward Curved Bladed Fans contain blades that are positioned away from the fan’s rotation direction. These fans will provide an efficient operation and can be used in gas streams with light to medium particle concentration. While they can be fitted with wear protection, this type of blade can still become backed up if the particle load gets to be too heavy. This fan type is most often employed in medium-speed, high-pressure, and medium-airflow applications.
Straight Radial Bladed Fans provide the best choice for heavy particle loads. This design features a series of blades that extend straight out from the center hub. This design is used for high-pressure, high-speed speed and low-volume applications.
Fan dampeners
Fan dampeners are metal plates that can be adjusted to reduce the energy usage of the fan. Placed on the outlet port of a fan, they are used to impose a flow resistance to control the gas stream. They can also be placed on the inlet port, which can perform the same function, as well as redirect how the gas stream enters the fan.
Axial Flow Fans
Axial Flow Fans have blades that are mounted onto a center drive shaft. They induce the air to move parallel to the shaft the blades are mounted on by the screw-like action of the propellers. The air is blown across the axis of the fan, hence the name Axial Flow Fans. This type of fan is commonly used in systems with low resistance levels.
The three main designs of Axial Flow Fans are:
• ✦ Propeller
• ✦ Tube Axial
• ✦ Vane Axial
Propeller Fans are the simplest fan design. It is used to move a large amount of air against very low static pressure from the rest of the system. General and Dilution ventilation are two common uses for this type of axial fan.
The Tube Axial design is very similar to a normal propeller-type fan, except that the propeller is enclosed in an open-ended cylinder. This design is more efficient than simple propeller types and is often used in moving gas streams filled with condensable fumes or pigments.
Vane Axial Fans are nearly identical to Tube Axial Fans. But these contain specially attached vanes that are designed to straighten the gas stream as it passes through the fan. These can produce high static pressures relative to this type of fan. However, these fans are in most applications used only for clean air.
Fan Rating Table
Once all of the preceding material has been examined, the final step in the selection of the proper fan for your system is to consult a Fan Rating Table. This is used to list all of the specifications for the various fans produced by a certain manufacturer. When reviewing a Fan Rating Table, one must keep these few points in mind:
• ✦ The rating tables show all of the possible pressures and speeds that can be achieved within the limits of the fan’s normal operation range.
• ✦ A fan that operates at a single or fixed speed and has a fixed blade setting will only have one possible rating. The only way to gain multiple ratings is by varying the speed and the blade setting.
• ✦ It may be possible to obtain the same fan in different construction classes
• ✦ Increasing the exhaust volume will in turn, increase the static and total pressure in the system
Fan installation
Once a system has been installed in the field, inevitably, certain differences between design and field installation will require a field test to be done to find the exact measurements of static pressure and volume. This step is crucial in order for a proper fan system to be selected. A few brief points are good to keep in mind during the installation process that can cause your real-world values to change from the original design specifications:
• ✦ Elbows and bends near the fan’s discharge will increase the system’s resistance, thereby lowering your fan’s performance
• ✦ Make sure to install the impeller in the desired direction.
• ✦ Certain types of fittings, such as elbows, mitered elbows, and square ducts, can cause a nonuniform airflow, which in turn will again lower performance
• ✦ Build-up of debris in the inlets, blades, passages as well as obstructions should be checked and remedied
• ✦ In a belt-driven system one must check that the motor sheave and fan sheave are properly aligned and that proper belt tension is present
Electric Motors
An Electric Motor is what supplies the power necessary to operate the fan (Blower) in the Dust Collection System. Electric Motors are usually grouped as either Induction or Synchronous designs. Induction designs are the only ones that are used in Dust Collection Systems today.
Induction Motors normally operate on three-phase AC current. The two most common types used in Dust Collection Systems are:
• ✧ Squirrel Cage Motors are generally used where a constant speed is desired
• ✧ Slip Ring Motors, by contrast, are general-purpose or continuous-rated motors that are used in applications where there is a need for an adjustable speed in the motor.
Another important design consideration is whether the Motor is one of these two enclosure designs:
• ✧ Drip Proof and Splash Proof Motors are types of Open Enclosed Motors, which use a kind of electric motor enclosure that has vents to allow airflow but to prevent liquids and solids from entering the motor. This design is not suitable for applications where particles that can damage the interior of a motor are found in the ambient atmosphere around the motor.
• ✧ Totally Enclosed Motors have an exterior fan mounted on the back side of the motor drive end. The fan blows air over the motor enclosure to provide additional cooling for the motor. Since the actual motor is totally enclosed, this design provides the best protection against dust and other contaminants that might damage the motor if allowed inside.
Both types can also be constructed in explosion and dust ignition proof models to protect against accidental ignition of dust particles.
The following factors need to be considered when choosing which motor meets your needs:
• ✧ Horsepower and RPMs
• ✧ Power supply needs such as voltage, single or three-phase AC, and frequency
• ✧ The environment in which the motor will have to operate (humidity, temperature, open flames, or corrosive elements
• What kind of load is going to be placed on the motor (fan and other drive mechanisms), and power company restrictions on cold starts.
• ✧ Sufficient power supply for cold starts
• ✧ Overload protection is needed for the particular motor
Fan & Motor Troubleshooting Chart
| Symtom | Probable Cause | Solución |
| Insufficient airflow, low ft3/min | Ventilador | |
| The forward curved impeller is installed backwards | Reinstall impeller | |
| Fan running backwards | Change fan rotation by reversing two of the three leads on the motor | |
| Impeller not centered with inlet collar(s) | Make the impeller and inlet collar(s) concentric | |
| The fan speed is too low | Increase fan speed by installing a smaller diameter pulley | |
| Elbows or other obstructions restricting airflow | Redesign ductwork | |
| Install turning vanes in the elbow | ||
| Remove obstruction in ductwork | ||
| No straight duct at fan inlet | Install a straight length of ductwork, at least 4 to 6 duct diameters long, where possible | |
| Increase fan speed to overcome this pressure loss | ||
| Obstruction near the fan outlet | Remove the obstruction or redesign the ductwork near the fan outlet | |
| Sharp elbows near the fan outlet | Install a long radius elbow, if possible | |
| Install turning vanes in the elbow | ||
| Improperly designed turning vanes | Redesign turning vanes | |
| Projections, dampers, or other obstructions near the fan outlet | Remove all obstructions | |
| Duct System | ||
| The actual system is more restrictive (more resistant to flow) than expected | Decrease the system’s resistance by redesigning the ductwork | |
| Dampers closed | Open or adjust all dampers according to the design | |
| Leaks in supply ducts | Repair all leaks in the supply duct | |
| Too much airflow, high ft3/min | Ventilador | |
| Backward inclined impeller installed backwards (high horsepower) | Install the impeller as recommended by the manufacturer | |
| The fan speed is too fast | Reduce fan speed | |
| Install a larger diameter pulley on the fan | ||
| Duct System | ||
| Oversized ductwork, less resistance | Redesign ductwork or add restrictions to increase resistance | |
| Access door open | Close all access and inspection doors | |
| Low static pressure, high ft3/min | Ventilador | |
| Backward inclined impeller installed backwards (high horsepower) | Install the impeller as recommended by the manufacturer | |
| The fan speed is too high | Reduce fan speed | |
| Install a larger diameter pulley on the fan | ||
| Duct System | ||
| The system has less resistance to flow than expected | Reduce fan speed to obtain the desired flow rate | |
| Gas Density | ||
| Gas Density lower than anticipated (due to high temperature gases or high altitudes) | Calculate gas flow rate at desired operating conditions by applying appropriate correction factors for high temperature or altitude conditions | |
| Low static pressure, low ft3/min | Duct System | |
| Fan inlet and/or outlet conditions are not the same as tested | Increase fan speed | |
| Install a smaller diameter pulley on the fan | ||
| Redesign ductwork | ||
| High static pressure, low ft3/min | Duct System | |
| Obstructions in the system | Remove obstructions | |
| The duct system is too restricted | Redesign ductwork | |
| Install larger diameter ducts | ||
| High horsepower | Ventilador | |
| Backward inclined impeller installed backwards | Install the impeller as recommended by the manufacturer | |
| The fan speed is too high | Reduce fan speed | |
| Install a larger diameter pulley on the fan | ||
| Duct System | ||
| Oversized ductwork | Redesign ductwork | |
| Access door open | Close all access/inspection doors | |
| Gas Density | ||
| Calculated horsepower requirements based on light gas (e.g., high temperature or high altitude), but actual gas is heavy (eg., cold startup) | Replace motor | |
| Install outlet damper, which will open gradually until fan comes to its operating speed | ||
| Fan Selection | ||
| Fan not operating at the efficient point of rating | Redesign system | |
| Change fan | ||
| Change motor | ||
| Fan does not operate | Electrical | |
| Blown Fuses | Replace Fuses | |
| Electricity turned off | Turn on the Electricity | |
| Wrong voltage | Check for proper voltage on the fan | |
| The motor is too small, and the overload protector has a broken circuit | Change the motor to a larger size | |
| Mechanical | ||
| Broken belts | Replace belts | |
| Loose pulleys | Tighten or reinstall pulleys | |
| Impeller touching the scroll | Reinstall the impeller properly | |
Dust Disposal

The material is often discharged from the collector directly into some kind of container placed directly under the airlock. This may be a steel drum, bin hopper or bulk bag (super sack) as shown in this image.
After the airstream has been cleaned, the dust that has been collected must be disposed of in a proper way to ensure that recontamination is avoided. In many cases where the collected material is of value, it can be returned to the product stream and reused. However, this is not practical in all applications. Minimizing secondary dust problems is also a key component in an effective dust disposal system. Operations such as loading and unloading of the collected material, or the transportation of wet slurry, can present further contamination problems that need to be addressed.
All Disposal Systems have to accomplish these four objectives without further contaminating the environment, in order to be effective in their role in the Dust Collection System:
• 🔹 Collected material from the hopper must be removed
• 🔹 Transportation to storage
• 🔹 Storage of the collected material
• 🔹 Treatment is necessary before final disposal
Removal Of Dust From The Hopper
The hopper must be emptied of the collected dust on a regular basis to prevent overfilling. Often, this process is done while the collector is still operating. If this is the case, rotativas or tipping valves need to be used in order to maintain a positive air seal and thus avoid massive pressure loss that would be detrimental to the normal operation of the system. Some materials display what is called a bridging tendency, which is a tendency to stick together and form long strands that can, over time, build up into bridge-like formations that can impede the normal operations within a hopper. If material of this kind is present in the system, special equipment such as bin vibrators, rappers, or air jets should be used to ensure that the material that has a bridging tendency does not interfere with the normal operation of the hopper.
Dust Transportation

Mechanical Conveyor used to move the collected dust
Once the dust has been removed from the collector, it must be transported to a storage area where it can be given any final treatments needed before it is disposed of. Four main systems can be used to transport the collected material to the holding area:
• 🔸 Screw conveyers
• 🔸 Air conveyors
• 🔸 Air Slides
• 🔸 Pressurized piping system for wet material (Slurry)

Screw conveyors can be designed to provide horizontal, vertical, and inclined travel paths for the material
Screw conveyers use rotating shaft to move material to the desired location. These systems are very effective methods of dust transportation. However, several areas of concern in this type of system are that they tend to have a noted lack of easy access for maintenance purposes, the castings and bearings can wear out easily when used with abrasive materials, with air leaks being the end result.
Air conveyors are used mainly for dry dust applications. Making use of a high velocity low air volume principle, these collectors are a great choice because of their few moving parts and their ability to move dust both vertically and horizontally. The main concerns with this system are that the piping can, over time, suffer from excessive wear from abrasive compounds. They also require large initial investments of capital and have higher operating costs.
Air Slides are widely used for light dust loads with nonabrasive materials. Air fluidization of the dust is the main operating principle behind this system. This system, while able to transport great amounts of material, has the downside of only being able to do so in a horizontal direction. Areas of concern are the need to maintain a constant down pitch in the ductwork, and greater maintenance costs.
Pressurized piping systems are needed when transporting the slurry made from using a Wet Scrubber design. This system is used to send the slurry to a settling pond for further treatment. Great care must be taken by the operators of this system to ensure that no leakage occurs, which would result in an environmental hazard caused by water pollution.
Dust Storage
Storage tanks and silos are the most common storage locations for dry dust compounds after their collection. These sites are then fitted to allow loading of the material into enclosed trucks or rail cars below.
When using a wet collection system, a settling pond is often needed. In a settling pond, the captured particles are separated by means of the process of decantation. The slurry from the Wet Scrubbers is left to sit in a large pond or basin, allowing the captured particles to slowly settle to the bottom of the pond over time; afterwards, the clean water is discharged. Again, certain factors to consider in the use of a settling pond are that the water holding area can only be decanted in the warmer, drier part of the year, and in most instances, two settling ponds are needed to operate efficiently.
Final Disposal
When deciding on a final disposal method, one must remember that great care needs to be exercised in order to avoid recirculation of the dust by the wind. Sometimes in because of this concern, and for easier transportation, the captured material is processed into pellets before final disposal. Generally, four different options are available for the final disposal of the collected material:
• ✧ Placement in a landfill
• ✧ Recycling
• ✧ Byproduct utilization
• ✧ Collected material may be suitable for backfilling landfills and quarries
 Whether you’re troubleshooting an issue, planning an upgrade, or just want to deepen your knowledge of dust collection, we’re here to help. Our team of experts has decades of hands-on experience with all types of dust collectors—cartridge, baghouse, cyclone, and more. If you have a question or would like to learn more through our personalized training programs, don’t hesitate to reach out. We’ll make sure you have the right information and support to keep your system running safely and efficiently.
Whether you’re troubleshooting an issue, planning an upgrade, or just want to deepen your knowledge of dust collection, we’re here to help. Our team of experts has decades of hands-on experience with all types of dust collectors—cartridge, baghouse, cyclone, and more. If you have a question or would like to learn more through our personalized training programs, don’t hesitate to reach out. We’ll make sure you have the right information and support to keep your system running safely and efficiently.

Systems Engineer & Baghouse Expert
Dave Dal Santo, is the Director of Operations at Baghouse.com and has been helping industrial facilities solve complex dust collection challenges since the company’s founding four decades ago. Throughout his career, he has led hundreds of baghouse installations, emergency repairs, system retrofits, and maintenance projects across North America, earning a reputation for solving difficult problems under demanding conditions.