
Explosión fatal en Clairton Coke Works expone brechas en la seguridad industrial

This image provided by Amy Sowers shows smoke from the Clairton Coke Works, Monday, Aug. 11, 2025 in Clairton, Pa. (Amy Sowers via AP)
La explosión mortal en Clairton Coke Works es un serio recordatorio de lo que puede ocurrir cuando los riesgos combustibles no se comprenden, anticipan o controlan por completo. El 11 de agosto, una explosión sacudió un área entre los sectores 13 y 14 de la planta, causando la muerte de dos trabajadores y dejando al menos diez heridos. Testigos describieron la explosión como lo suficientemente potente como para sacudir edificios cercanos y enviar una densa columna de humo negro al cielo. “Se sintió como un trueno”, dijo un trabajador de construcción cerca del lugar. “Sacudió el andamio, me sacudió el pecho y sacudió el edificio… y nos dimos cuenta de que algo malo había pasado”.
Tras el incidente, la Occupational Safety and Health Administration emitió 10 citaciones y multas por $118,000 contra la empresa, señalando procedimientos de seguridad inadecuados, capacitación insuficiente de los empleados y fallas en el aislamiento correcto de los equipos frente a fuentes de energía peligrosa. OSHA también citó a un contratista presente en el lugar por deficiencias similares. Los investigadores determinaron que la explosión fue causada por la ruptura de una válvula mientras los trabajadores la lavaban con agua, lo que liberó gas de coke altamente combustible dentro de un espacio confinado. Una vez liberado, el gas se encendió y provocó una explosión devastadora, una explicación que coincide con los hallazgos iniciales de la U.S. Chemical Safety Board.

An emergency crew is seen after an explosion at the Clairton Coke Works, a coking plant, Monday, Aug 11, 2025, in Clairton, Penn. (AP Photo/Gene Puskar)
Líderes sindicales y miembros de la comunidad fueron directos sobre el costo humano. El director del Distrito 10 de United Steelworkers, Bernie Hall, declaró: “Estamos agradecidos con OSHA por investigar a fondo el trágico incidente que costó dos vidas y afectó a muchas otras”. Un residente local, reflexionando sobre el historial de explosiones de la planta, preguntó: “¿Cuántas vidas más tendrán que perderse antes de que algo cambie?”. Estas declaraciones destacan una realidad dolorosa: las acciones regulatorias, las multas y las investigaciones casi siempre llegan después de que se pierden vidas, no antes.
Aunque este incidente específico involucró gas de horno de coke, la dinámica de riesgo subyacente se asemeja mucho a la que se observa en eventos de polvo combustible. Gas combustible, una fuente de ignición y confinamiento (ya sea gas o polvo dentro de un ducto, silo o colector) pueden escalar rápidamente hasta convertirse en una bola de fuego o una explosión. Las instalaciones que generan polvo combustible enfrentan una exposición similar cuando los riesgos se subestiman, los procesos cambian o los sistemas de protección quedan rezagados frente a las demandas de producción.
Por eso la preparación es fundamental. Si tu polvo es combustible, contar con el equipo adecuado—detección de chispas, compuertas, válvulas de aislamiento, venteo o supresión de explosiones, y sistemas de control de polvo correctamente diseñados— no es opcional. Es una parte esencial de la protección de los trabajadores y del mantenimiento de la continuidad operativa. Igual de importante es involucrar a expertos que comprendan cómo se comporta el polvo combustible en sistemas reales y cómo se aplican las normas en la práctica.
Empresas como Baghouse.com ayudan a cerrar esa brecha al apoyar a las instalaciones con pruebas, Análisis de Riesgos de Polvo (DHA), diseño de sistemas y selección de equipos certificados de protección contra incendios y explosiones. El cumplimiento en materia de polvo combustible no envuelve simplemente algo rutinario; requiere experiencia, pensamiento a nivel de sistema y planificación proactiva. La explosión en Clairton es un recordatorio contundente de que esperar hasta después de un incidente para abordar los riesgos combustibles es demasiado tarde. La preparación, la orientación experta y las estrategias de protección adecuadas pueden evitar que los riesgos de hoy se conviertan en la tragedia de mañana.
 Las inspecciones del sistema completo son la forma de detectar esos problemas a tiempo. Cuando se hacen correctamente, las pruebas te dicen si tu sistema de control de polvo sigue funcionando como fue diseñado y si puede manejar de forma segura las demandas actuales de producción.
Las inspecciones del sistema completo son la forma de detectar esos problemas a tiempo. Cuando se hacen correctamente, las pruebas te dicen si tu sistema de control de polvo sigue funcionando como fue diseñado y si puede manejar de forma segura las demandas actuales de producción.

 El flujo de aire dentro de un ducto nunca es uniforme. Medir la velocidad en un solo punto da resultados engañosos. Una medición correcta requiere recorrer toda la sección transversal del ducto, dividiéndola en áreas iguales y midiendo la presión de velocidad en el centro de cada área. Mientras más pequeñas las áreas, mayor precisión.
El flujo de aire dentro de un ducto nunca es uniforme. Medir la velocidad en un solo punto da resultados engañosos. Una medición correcta requiere recorrer toda la sección transversal del ducto, dividiéndola en áreas iguales y midiendo la presión de velocidad en el centro de cada área. Mientras más pequeñas las áreas, mayor precisión.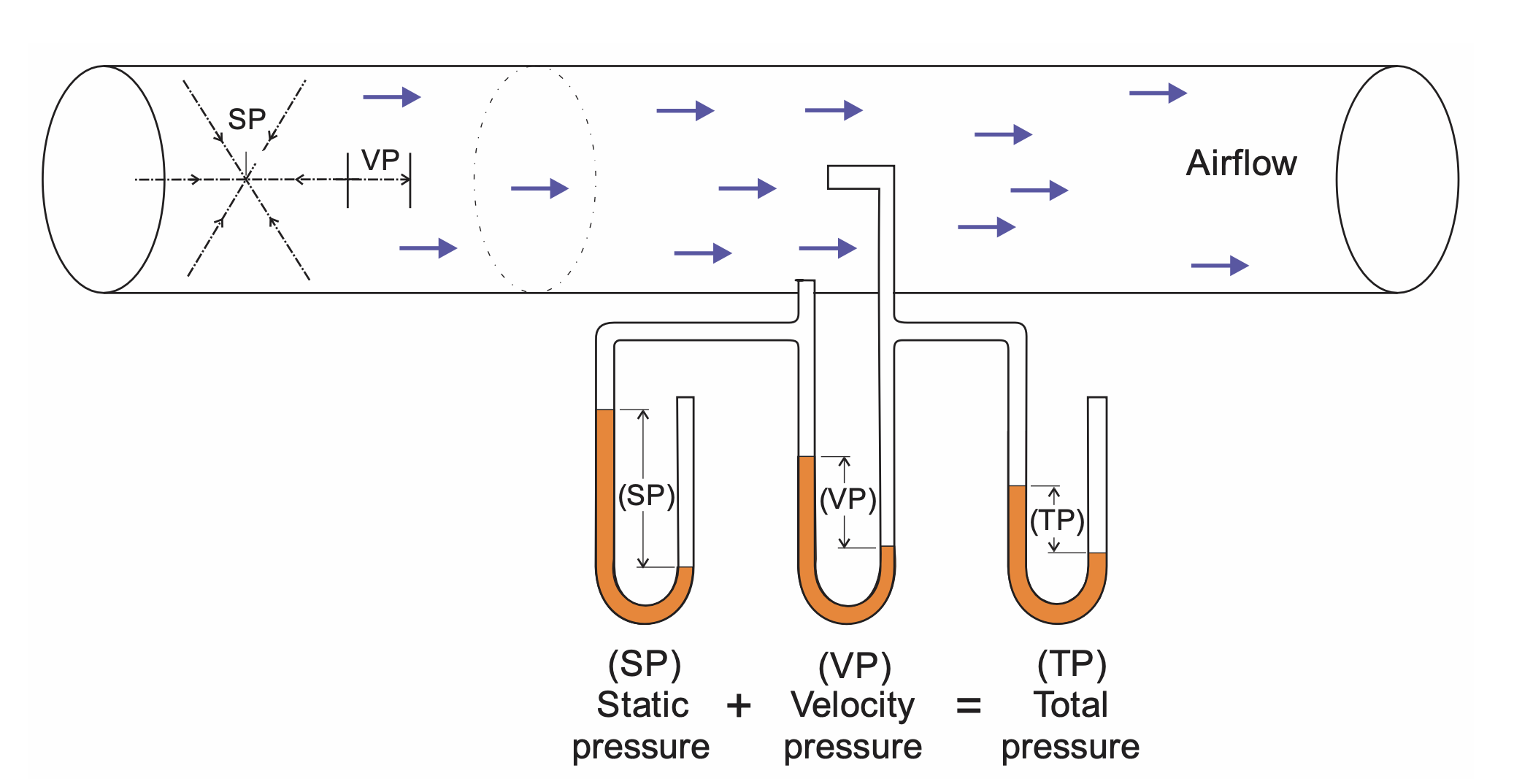




 La operación segura es clave. Los operadores deben usar calzado de seguridad y guantes de protección al utilizar el elevador hidráulico. El elevador solo debe usarse sobre una superficie firme y nivelada, y nunca debe sobrecargarse.
No está diseñado para usarse como plataforma o escalón, y es importante mantener manos y pies alejados durante su operación. También se debe revisar siempre el área de trabajo para detectar obstrucciones aéreas u otros riesgos.
La operación segura es clave. Los operadores deben usar calzado de seguridad y guantes de protección al utilizar el elevador hidráulico. El elevador solo debe usarse sobre una superficie firme y nivelada, y nunca debe sobrecargarse.
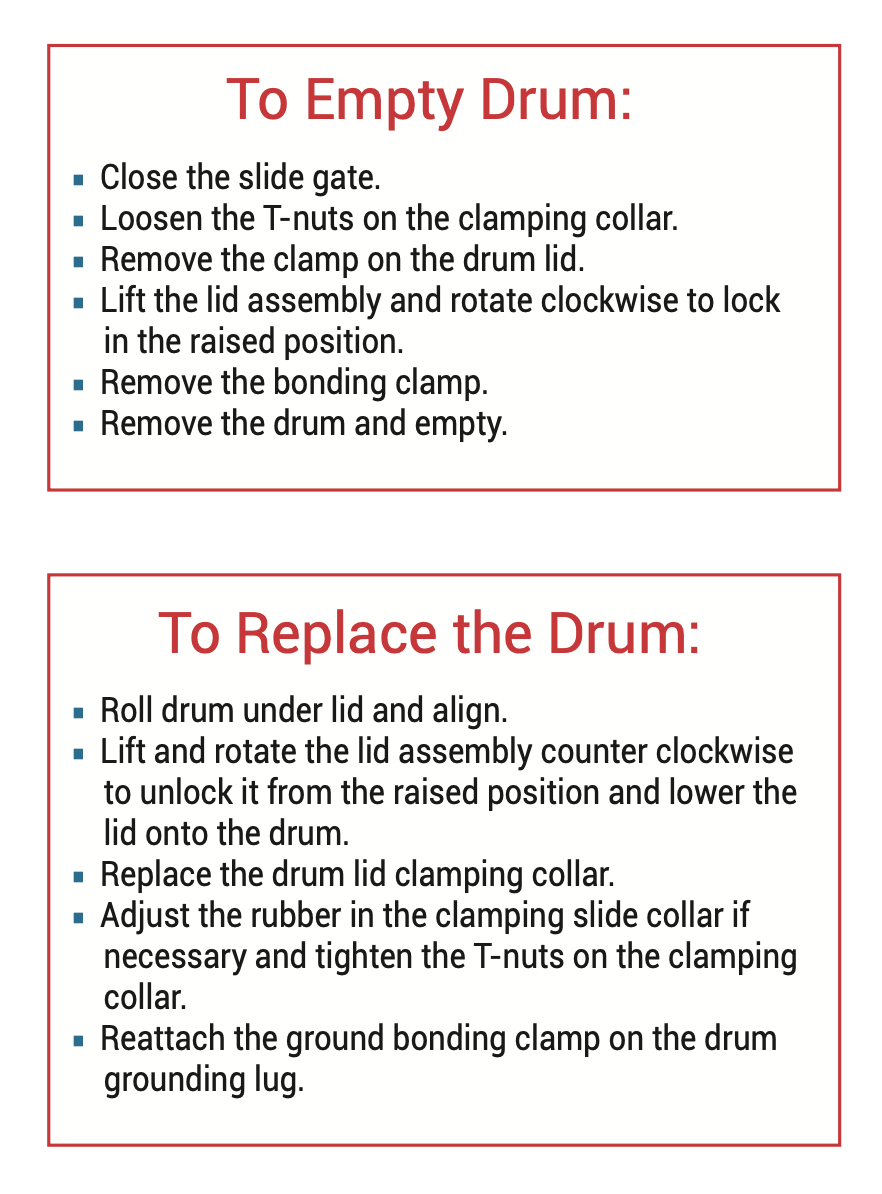
No está diseñado para usarse como plataforma o escalón, y es importante mantener manos y pies alejados durante su operación. También se debe revisar siempre el área de trabajo para detectar obstrucciones aéreas u otros riesgos.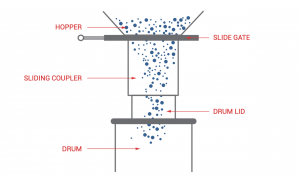 Los kits Raptor Drum son compatibles con una amplia variedad de colectores diseñados para descargar en un tambor. También pueden instalarse como adaptaciones para reemplazar tambores que no cumplen normativa, conexiones con manguera flexible, válvulas rotativas u otros sistemas de descarga, tanto en equipos nuevos como existentes.
Los tamaños de descarga disponibles son 10, 12, 14, 16 y 18 pulgadas, lo que permite adaptarlos a muchas configuraciones comunes.
Los kits Raptor Drum son compatibles con una amplia variedad de colectores diseñados para descargar en un tambor. También pueden instalarse como adaptaciones para reemplazar tambores que no cumplen normativa, conexiones con manguera flexible, válvulas rotativas u otros sistemas de descarga, tanto en equipos nuevos como existentes.
Los tamaños de descarga disponibles son 10, 12, 14, 16 y 18 pulgadas, lo que permite adaptarlos a muchas configuraciones comunes.












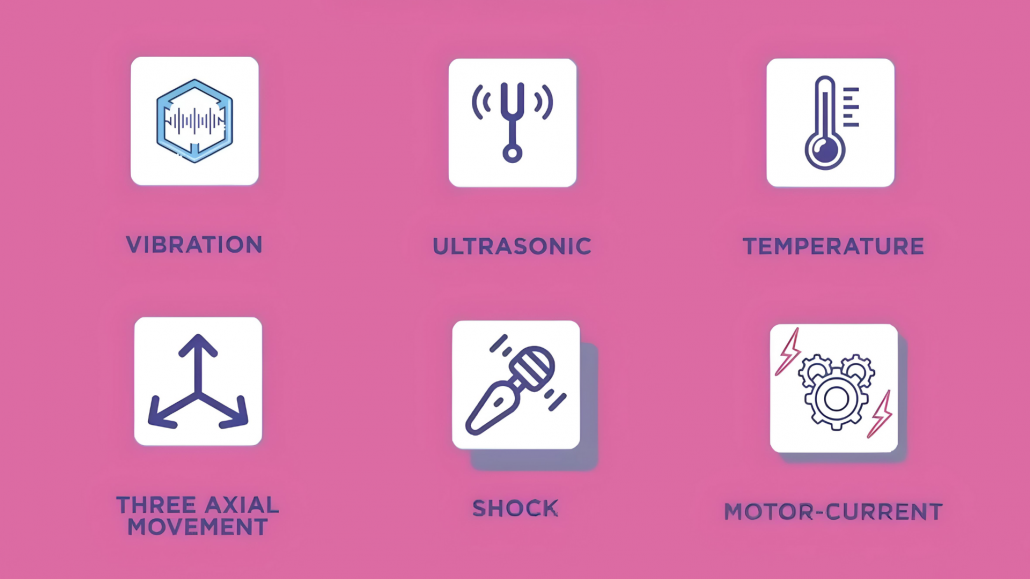

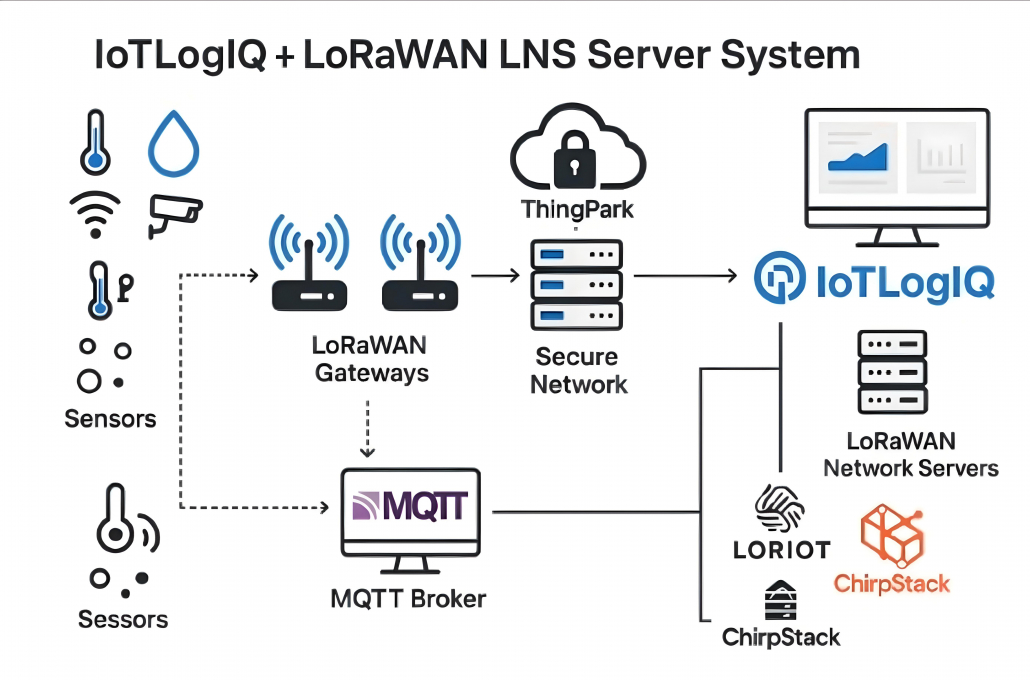
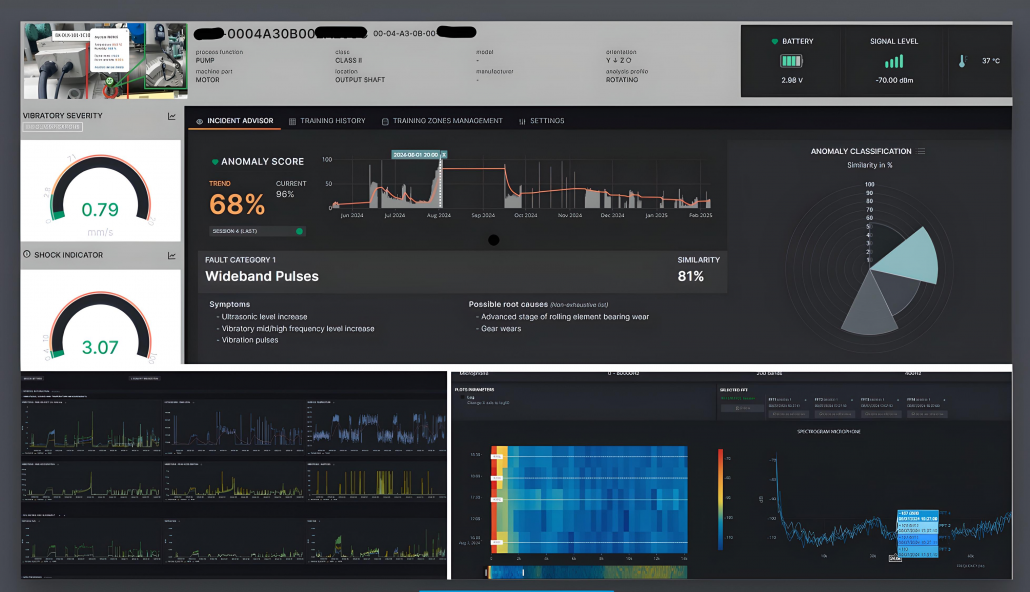
 Si estás considerando incorporar IoT a tus sistemas de colectores o a la operación de tu planta, podemos ayudarte. Nuestro equipo trabaja directamente con instalaciones industriales para diseñar estrategias de sensores prácticas y rentables que mejoran la confiabilidad, el mantenimiento y el cumplimiento. Si tienes preguntas sobre este artículo o quieres explorar cómo aplicar esta tecnología en tu planta, contáctanos cuando quieras. Estamos listos para orientarte y ofrecerte una consulta sin costo.
Si estás considerando incorporar IoT a tus sistemas de colectores o a la operación de tu planta, podemos ayudarte. Nuestro equipo trabaja directamente con instalaciones industriales para diseñar estrategias de sensores prácticas y rentables que mejoran la confiabilidad, el mantenimiento y el cumplimiento. Si tienes preguntas sobre este artículo o quieres explorar cómo aplicar esta tecnología en tu planta, contáctanos cuando quieras. Estamos listos para orientarte y ofrecerte una consulta sin costo.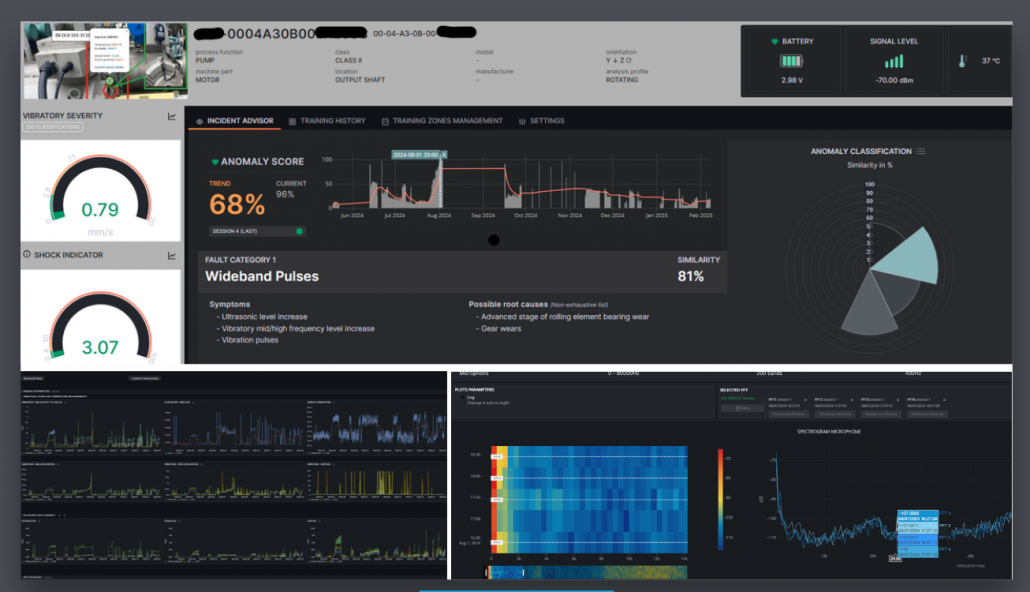
 ✅ Motores de ventiladores
✅ Motores de ventiladores
 ⁉️ ¿Se conectará fácilmente a tu equipo?
⁉️ ¿Se conectará fácilmente a tu equipo?
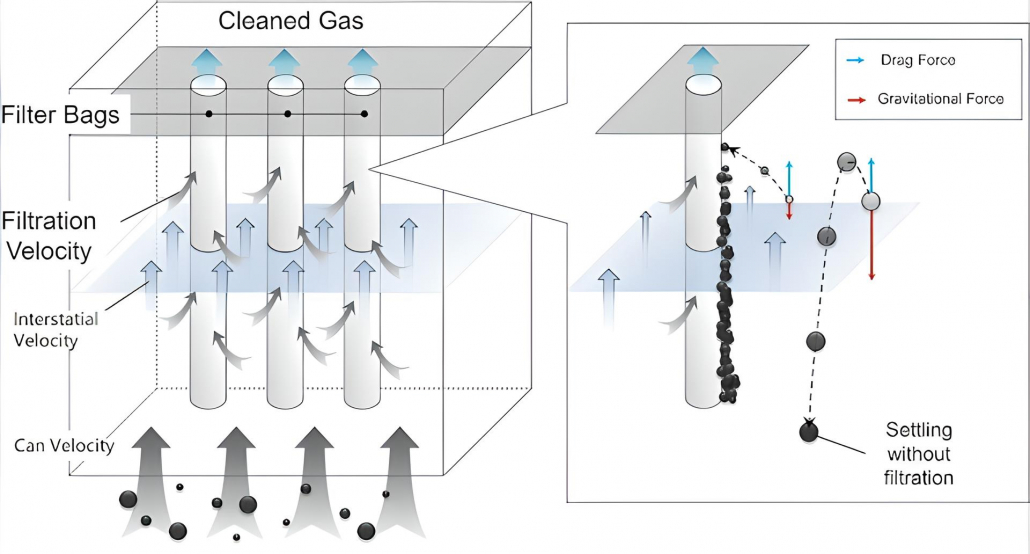
 La velocidad intersticial se refiere a la velocidad ascendente del aire que se mueve entre los filtros dentro de un colector de polvo.
La velocidad intersticial se refiere a la velocidad ascendente del aire que se mueve entre los filtros dentro de un colector de polvo.

 Las plantas de cemento enfrentan algunos de los desafíos de polvo más difíciles de cualquier industria:
Las plantas de cemento enfrentan algunos de los desafíos de polvo más difíciles de cualquier industria: 


 La corrosión generalmente proviene de gases ácidos o de humedad que se condensa dentro del colector.
Primero, inspecciona durante los periodos más fríos de operación; busca señales de óxido alrededor de soldaduras y sellos de puertas.
La solución suele comenzar con controlar la condensación manteniendo estable la temperatura y el flujo de aire.
En casos crónicos, considera recubrimientos resistentes a la corrosión o componentes de acero inoxidable en las áreas más críticas.
La corrosión generalmente proviene de gases ácidos o de humedad que se condensa dentro del colector.
Primero, inspecciona durante los periodos más fríos de operación; busca señales de óxido alrededor de soldaduras y sellos de puertas.
La solución suele comenzar con controlar la condensación manteniendo estable la temperatura y el flujo de aire.
En casos crónicos, considera recubrimientos resistentes a la corrosión o componentes de acero inoxidable en las áreas más críticas.
 Empieza identificando el tamaño y tipo de silo que usas.
La mayoría de los silos para cemento y materiales de construcción son pequeños o medianos, y existen modelos estándar de
Empieza identificando el tamaño y tipo de silo que usas.
La mayoría de los silos para cemento y materiales de construcción son pequeños o medianos, y existen modelos estándar de 
