Typical pulse-jet row cleaning sequence.
One of the most common setup mistakes is pulsing filter rows in simple numerical order. It feels logical, but it can actually work against you. When rows are cleaned one after another, fine material can migrate toward the rows that were just pulsed. The dust cake never has a chance to stabilize, and the system ends up cleaning more often than necessary.
Staggering the pulse sequence changes that dynamic.

Recommended pulse-jet row cleaning sequence.
By separating recently cleaned rows from those that are still loaded, the dust cake forms more uniformly. Filtration improves, pressure drop becomes more predictable, and cleaning frequency often drops. In many cases, filter life improves as well, without changing filters, valves, or fans.
Clean on-demand systems help stabilize all of this.
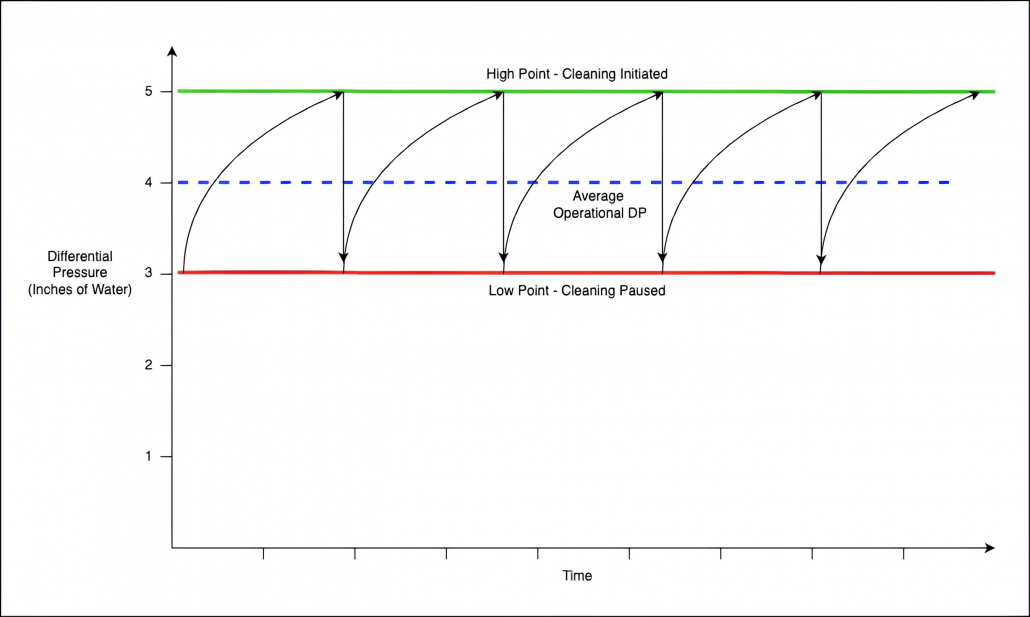
In a clean-on-demand mode, the cleaning system will activate once the collector differential pressure rises to the set HIGH point and will continue cleaning until enough dust cake has been removed to drop the differential pressure to the set LOW point.
Using a differential pressure switch, such as a Photohelic gauge, allows the collector to clean only when needed. The system begins pulsing at the high pressure set point and stops when it cleans down to the low set point. Keeping those set points within about 0.5 to 1.0 inch of water column of each other reduces compressed air usage and prevents unnecessary cleaning.
Just as important, pulse frequency should never exceed the recovery capability of the compressed air system. Each pulse should fire only after header pressure has fully recovered so that every row is cleaned with the same force. Header recharge time depends on compressor capacity and the size of the feed line to the header tank. In many installations, a 1.5-inch feed line is typical, but undersized piping can quietly undermine pulse effectiveness.
Not all pulse-jet problems are control-related. Pulse valves themselves are frequent troublemakers. Diaphragm failure, dirt, oil, or moisture entering the valve body can all reduce cleaning energy. Disassembling and inspecting valves is often the fastest way to confirm the issue. Before doing that, it is worth checking that tubing and fittings between the pulse valves and solenoid valves are intact, leak-free, and correctly connected.
The electrical side matters too. Timer boards and solenoid pilot valves should be verified before deeper mechanical work begins. A control fault can look exactly like a compressed air problem if you are not careful.
Can velocity and why light dust is unforgiving

Can velocity is the vertical gas velocity throughout the housing, above the hopper level but before reaching the bottom of the bags.
Pulse-jet collectors typically clean online and often have inlets below the filters. In these designs, can velocity becomes critical, especially when handling light-density dust at or below 35 lb/ft³. Excessive can velocity, often above 250 to 300 feet per minute depending on the dust, can drive high pressure drops and persistent re-entrainment.
Increasing available filter area is one way to address this. Pleated filters provide more surface area than traditional bags, allowing fewer elements and more open airflow area. That directly reduces can velocity. In some cases, relocating the inlet above the bottom of the filters can also reduce turbulence and re-entrainment.
Bent or damaged cages cannot properly support the bag, leading to uneven flexing and premature failure. In corrosive environments, rust and pitting abrade the fabric during every cleaning cycle. Even sharp edges on cage bottom pans can cause long-term damage that only shows up once bags begin to fail.
Installation details that prevent repeat failures
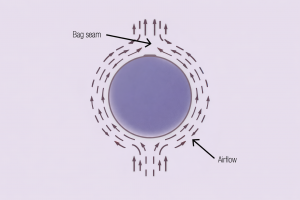
In pulse-jet collectors, all bag seams should face the same direction.
Proper installation plays a major role in filter life. Bag seams should all face the same direction. This simple practice provides a consistent reference point when diagnosing failures. If bags consistently fail opposite the seam, inlet abrasion is often the underlying cause. Without that reference, patterns are easy to miss.
Bag-to-cage fit is just as critical. Filters that are too loose or too tight limit collection efficiency and shorten service life. Allowing the correct amount of excess fabric, often referred to as the pinch, depends on the fabric type and must be matched to the cage dimensions.

Even when pulse settings are dialed in and filters are installed correctly, many baghouses struggle because of basic design and operating choices made years earlier.
1 – Use an inlet design that is right for your application. 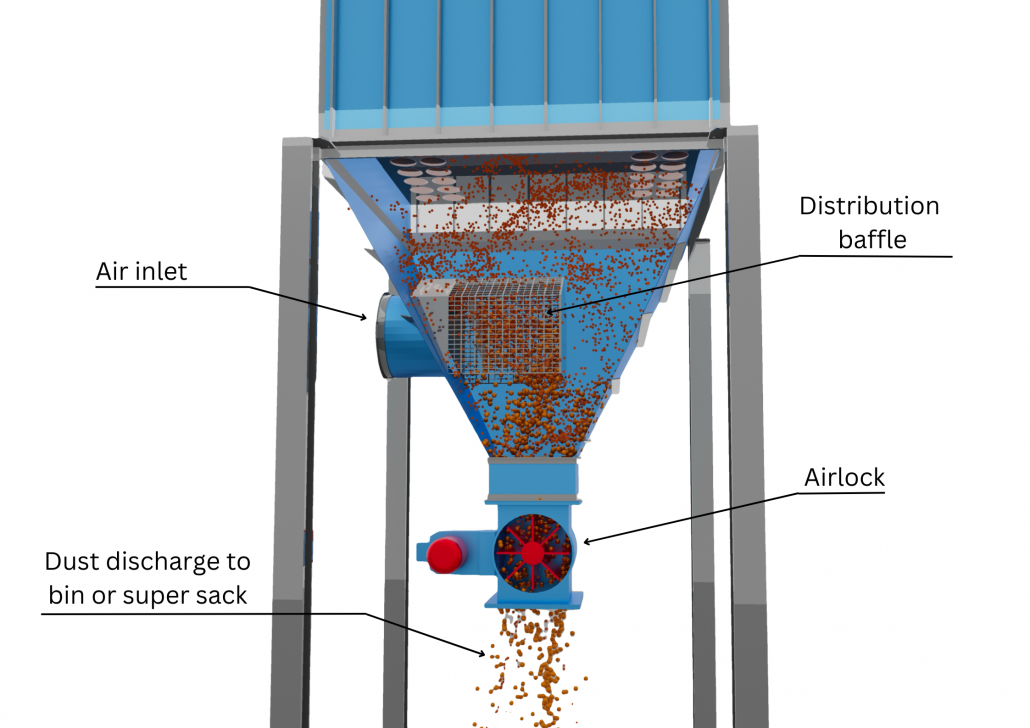 Dust-laden air often enters through a dirty-air inlet located in the hopper below the filters. If that inlet directs airflow downward or creates excessive turbulence, dust can swirl upward and become re-entrained on the bags. The result is higher grain loading than the filters can handle efficiently. Enlarging the inlet to reduce velocity or installing a ladder vane baffle inside the hopper can dramatically improve airflow distribution. These baffles are typically inexpensive and easy to install, yet they reduce turbulence, minimize re-entrainment, and protect the filters from uneven loading and abrasion.
Dust-laden air often enters through a dirty-air inlet located in the hopper below the filters. If that inlet directs airflow downward or creates excessive turbulence, dust can swirl upward and become re-entrained on the bags. The result is higher grain loading than the filters can handle efficiently. Enlarging the inlet to reduce velocity or installing a ladder vane baffle inside the hopper can dramatically improve airflow distribution. These baffles are typically inexpensive and easy to install, yet they reduce turbulence, minimize re-entrainment, and protect the filters from uneven loading and abrasion.

Using pleated filters is often the most effective way to bring an overloaded system back into balance.
2 – Improve the air-to-cloth ratio. It defines how much air is handled per unit of filter area, and when it is too aggressive, problems follow quickly. High pressure drop, poor cleaning, and weak capture at pickup points are common symptoms.
Pulse-jet collectors can operate at higher air-to-cloth ratios than shaker or reverse-air units, but there are still practical limits.In many ambient temperature pulse-jet applications, ratios above about 6 to 1 push the system toward instability. High-temperature systems usually need to be more conservative. Increasing filter area, including the use of pleated filters, is often the most effective way to bring an overloaded system back into balance.
3 – Don’t use the hopper for material storage. They are designed to allow dust-laden air to enter the collector and to discharge collected material continuously.

When a hopper is used for material storage, dust can build up and re-enter the airstream, abrading the lower portions of the filters and shortening their life. Even without intentional storage, dust buildup on hopper walls or bridging over the outlet can cause re-entrainment or sudden slugs of material. Continuous dust removal using an airlock or dump valve helps keep the system stable.
4 – Make sure that baghouse access doors seal properly. Poorly sealed doors allow air leakage, dust leakage, heat loss, and condensation. That condensation can lead to filter failure and severe corrosion. Door seals are inexpensive compared to the problems they prevent, but they need regular inspection. Ensuring positive contact between the seal and the door panel goes a long way toward maintaining consistent operation.
 5 – Conduct proper maintenance and recordkeeping. This often determine whether a baghouse improves over time or slowly deteriorates. Tracking pressure drop, grain loading, inlet temperature, cleaning adjustments, and emission levels provides the information needed to spot trends early. Recording conditions during startup, shutdown, filter inspections, and troubleshooting builds a baseline that makes future decisions clearer and faster. Good records also support compliance and reduce the risk of unexpected failures.
5 – Conduct proper maintenance and recordkeeping. This often determine whether a baghouse improves over time or slowly deteriorates. Tracking pressure drop, grain loading, inlet temperature, cleaning adjustments, and emission levels provides the information needed to spot trends early. Recording conditions during startup, shutdown, filter inspections, and troubleshooting builds a baseline that makes future decisions clearer and faster. Good records also support compliance and reduce the risk of unexpected failures.