
NUEVO WEBINAR GRATIS: Cómo ahorrar costos con sensores inteligentes y mantenimiento predictivo inalámbrico

¿En qué consiste este Webinar?
Este webinar te mostrará cómo integrar Los sensores IoT en tu sistema de control de polvo puede reducir drásticamente los costos de mantenimiento, alargar la vida útil de los equipos y eliminar los cálculos inexactos y a ojo. Nuestros expertos te guiarán paso a paso en el potencial del monitoreo predictivo, con ejemplos prácticos de instalaciones reales.
Programa
-
🔹 Bienvenida y presentación
-
🔹 ¿Qué es el IoT y cómo se aplica a tu planta?
-

Invitado especial del webinar – Eric Schummer, CEO de Senzary
🔹 Tecnología IoT explicada en detalle – Entrevista con Eric Schummer
-
➡️ ¿Cuáles son los componentes básicos de una plataforma IoT?
-
➡️ ¿Cómo se recolectan, transmiten y visualizan los datos? ¿Cuáles son los pasos básicos para implementar herramientas IoT?
-
➡️ ¿Qué tipos de sensores IoT son relevantes para los colectores de polvo y otros equipos industriales?
-
➡️ ¿Cómo se conectan las plataformas IoT con los sistemas empresariales ya existentes?
-
➡️ Revisión de casos de ROI en distintos tipos de plantas e historias reales.
-
-
🔹 ¿Cómo implementar esta tecnología en tu planta?
-
🔹 Sesión de preguntas y respuestas con nuestros expertos





 David – “John Deere – Fundición Central – Waterloo, Iowa. Una
David – “John Deere – Fundición Central – Waterloo, Iowa. Una 










 En
En 
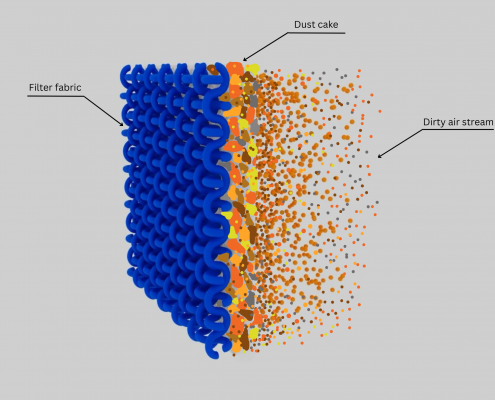
 🔹 Material del filtro: La producción de asfalto envuelve
🔹 Material del filtro: La producción de asfalto envuelve 



 La verdad es que el asfalto está presente en todos lados. Está en la carretera que usas para ir al trabajo, en el estacionamiento del supermercado y en las calles de tu vecindario. Es tan común que muchas veces ni pensamos en cómo se produce… o en el papel tan importante que tienen los colectores de polvo en ese proceso.
La verdad es que el asfalto está presente en todos lados. Está en la carretera que usas para ir al trabajo, en el estacionamiento del supermercado y en las calles de tu vecindario. Es tan común que muchas veces ni pensamos en cómo se produce… o en el papel tan importante que tienen los colectores de polvo en ese proceso.




