From Manual DP Checks to Continuous Monitoring – A Practical Guide
time monitoring of dust levels and
filter performance
Now to our particular use case. Virtually every air quality permit for a dust collection system in the US requires the site owner to monitor differential pressure across the dust collector filters and take action when the DP exceeds the set limits. Typically this is done with a simple Magnahelic-style analog gauge. To stay compliant, many facilities still send someone out every day to manually check and record the DP on each dust collector. As Matt Coughlin, Owner of Baghouse.com, puts it, “It still amazes me how many plants rely on someone climbing a ladder with a clipboard to check something we can monitor automatically every second.”
Even with photohelic or transmitting DP gauges, where a 4-20mA signal is sent to a control room, the information often ends up buried in spreadsheets or forgotten reports that someone has to manually retrieve to meet compliance requirements.
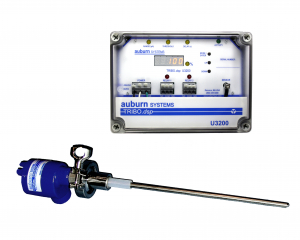
 A far easier and more reliable alternative is to install a transmitting sensor — such as the Synetica EnLink offered in the DustIQ platform — directly on the dust collector. The sensor can be installed in minutes and can run on batteries or site power. Once it’s in place and connected to an outdoor LoRaWAN gateway, the DP data updates automatically in the DustIQ dashboard. The dashboard can be configured for simple reporting to show your permit inspector and can generate automated alerts when the DP crosses a threshold or begins trending upward. This gives your team enough warning to schedule filter changes proactively instead of reacting in a panic.
A far easier and more reliable alternative is to install a transmitting sensor — such as the Synetica EnLink offered in the DustIQ platform — directly on the dust collector. The sensor can be installed in minutes and can run on batteries or site power. Once it’s in place and connected to an outdoor LoRaWAN gateway, the DP data updates automatically in the DustIQ dashboard. The dashboard can be configured for simple reporting to show your permit inspector and can generate automated alerts when the DP crosses a threshold or begins trending upward. This gives your team enough warning to schedule filter changes proactively instead of reacting in a panic.
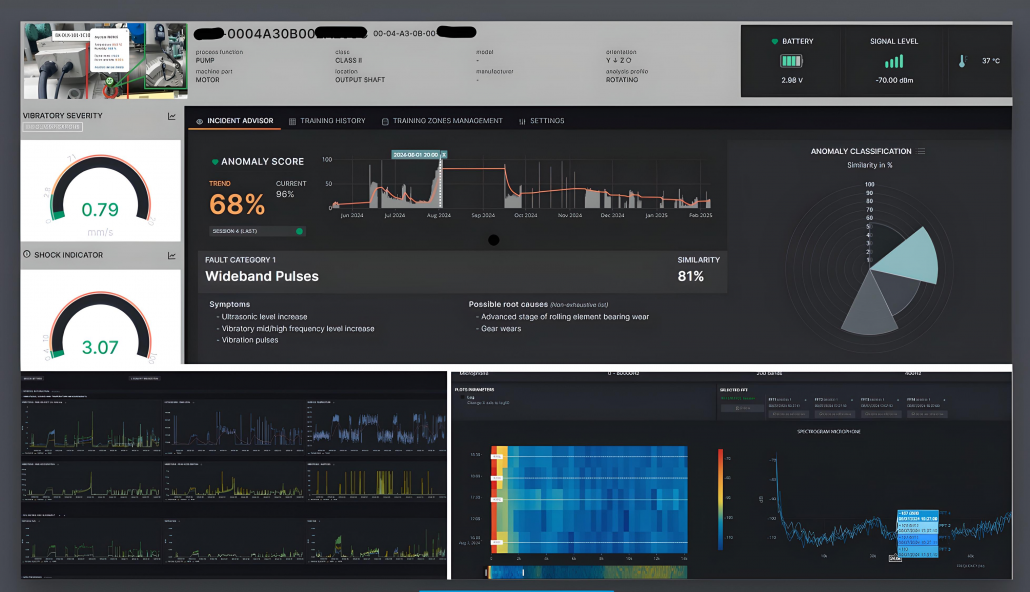
 Remote IoT sensors attached to fan motors and rotating equipment continuously monitor parameters like vibration, acceleration, and temperature. Instead of periodic manual inspections, these sensors stream real-time data to a cloud platform. There, embedded analytics examine baseline behavior and flag subtle deviations, like early signs of misalignment, bearing wear, or imbalance. Once thresholds are crossed, the system sends an alert, giving maintenance teams time to intervene before a failure evolves. This predictive maintenance approach can dramatically reduce unplanned outages and extend the useful life of critical equipment.
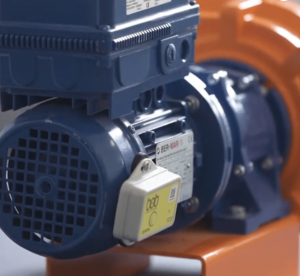
Remote IoT sensors attached to fan motors and rotating equipment continuously monitor parameters like vibration, acceleration, and temperature. Instead of periodic manual inspections, these sensors stream real-time data to a cloud platform. There, embedded analytics examine baseline behavior and flag subtle deviations, like early signs of misalignment, bearing wear, or imbalance. Once thresholds are crossed, the system sends an alert, giving maintenance teams time to intervene before a failure evolves. This predictive maintenance approach can dramatically reduce unplanned outages and extend the useful life of critical equipment. An example of this technology is an IoT sensor package that mounts easily onto a motor or fan housing using magnets… no cabling, no shutdown required. The sensor uses a tri-axis accelerometer to track vibration patterns, and an embedded temperature sensor monitors heat build-up. After a short learning period, the device recognizes the normal operating “signature” of the equipment. From that point onward, any abnormal vibration or temperature anomaly triggers a predictive alert.
An example of this technology is an IoT sensor package that mounts easily onto a motor or fan housing using magnets… no cabling, no shutdown required. The sensor uses a tri-axis accelerometer to track vibration patterns, and an embedded temperature sensor monitors heat build-up. After a short learning period, the device recognizes the normal operating “signature” of the equipment. From that point onward, any abnormal vibration or temperature anomaly triggers a predictive alert.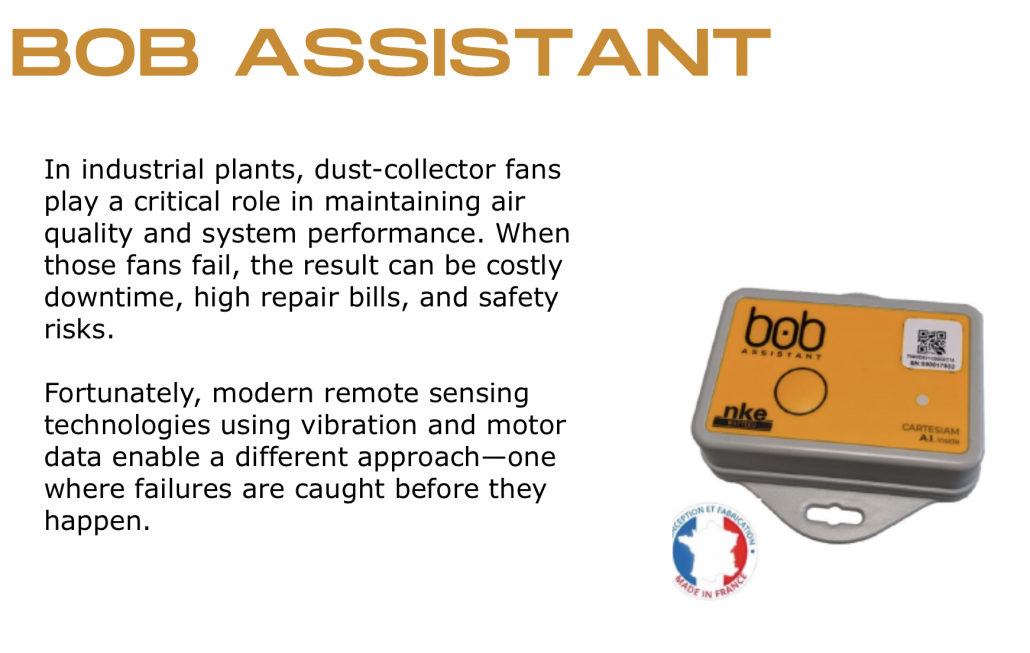


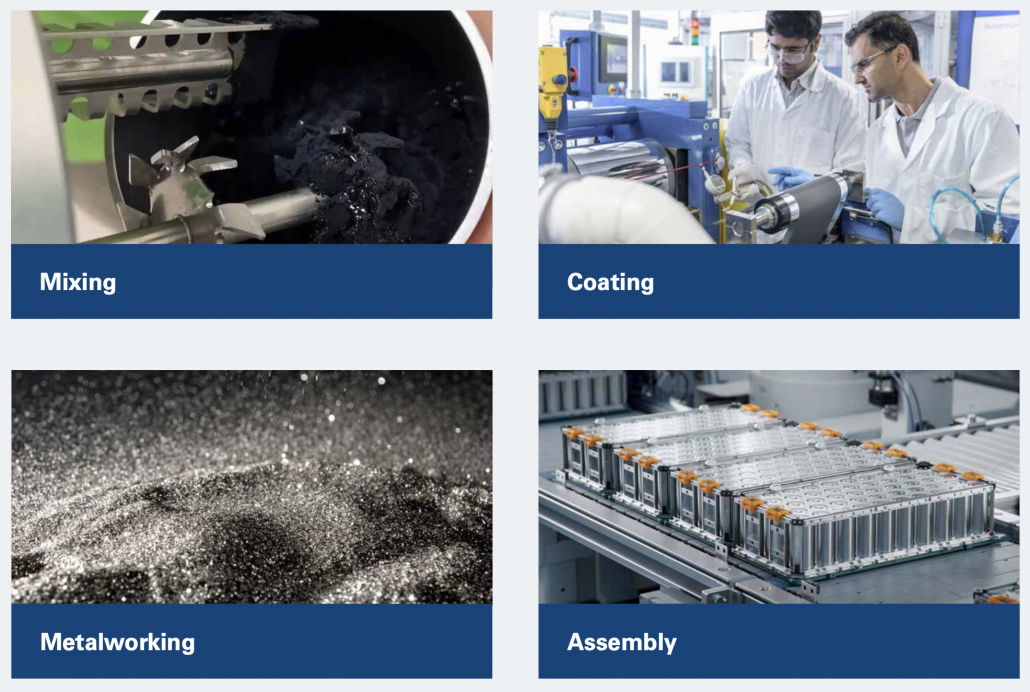
 The electrode manufacturing stage includes three main steps: slurry preparation, coating and drying, and calendering. During slurry preparation, active materials are mixed with a solvent and binder to form a smooth paste. The slurry is coated onto thin metal foils (usually copper for the anode and aluminum for the cathode) and dried in a controlled environment to remove the solvent. Finally, the coated foils are compressed between rollers to reach the required thickness and density — a process known as calendering.
The electrode manufacturing stage includes three main steps: slurry preparation, coating and drying, and calendering. During slurry preparation, active materials are mixed with a solvent and binder to form a smooth paste. The slurry is coated onto thin metal foils (usually copper for the anode and aluminum for the cathode) and dried in a controlled environment to remove the solvent. Finally, the coated foils are compressed between rollers to reach the required thickness and density — a process known as calendering.

 Most
Most