What Is the Difference Between Leak Testing and Broken Filter Detectors?
Leak testing is a manual, periodic verification method. It’s designed to answer one specific question: Is the collector leaking RIGHT NOW?

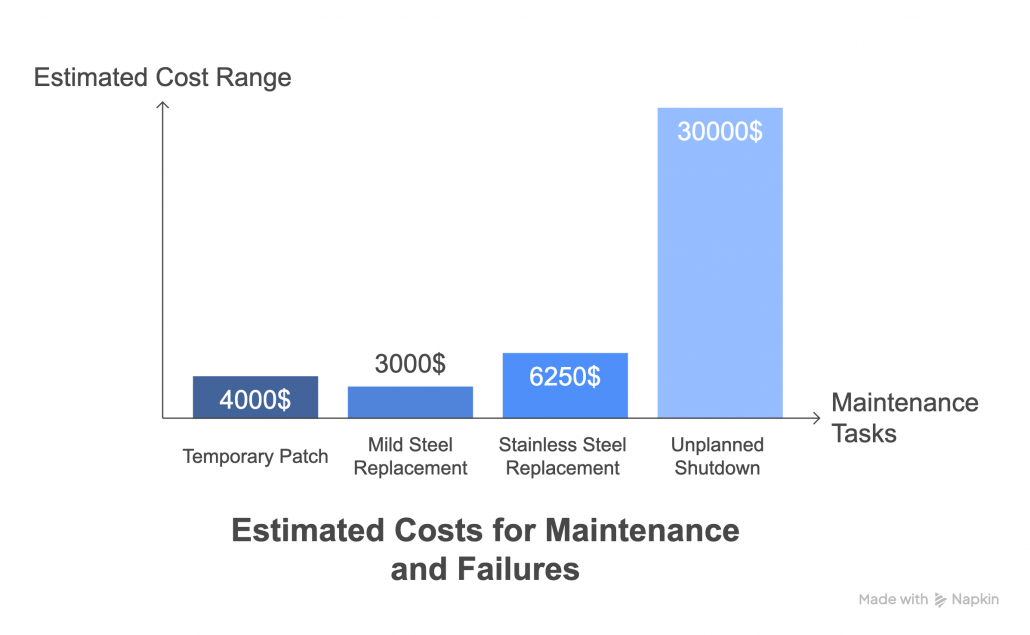
The benefits of leak testing far outweigh the risks associated with system failures.
Most commonly, leak testing involves introducing a fluorescent powder or tracer into the inlet of the dust collector while it’s operating. The clean air plenum, tubesheet, doors, seams, and other potential leak points are then inspected using UV light to see where powder is getting through.
Dominick Dal Santo, Dust Collection Expert at Baghouse.com, puts it plainly: “Leak testing is one of the best tools we have to confirm installation quality and sealing integrity, but it’s a moment-in-time test. It tells you what’s happening TODAY, not what’s going to happen next week.”
This makes leak testing extremely valuable during:
- ✔️ Commissioning of a new collector
- ✔️ Startup after a filter changeout or major maintenance
- ✔️ Troubleshooting visible emissions or indoor dust complaints
- ✔️ Verifying NFPA or environmental compliance after modifications
However, once the test is over, the system goes back to normal operation, and anything that fails after that point goes unnoticed until the next inspection.

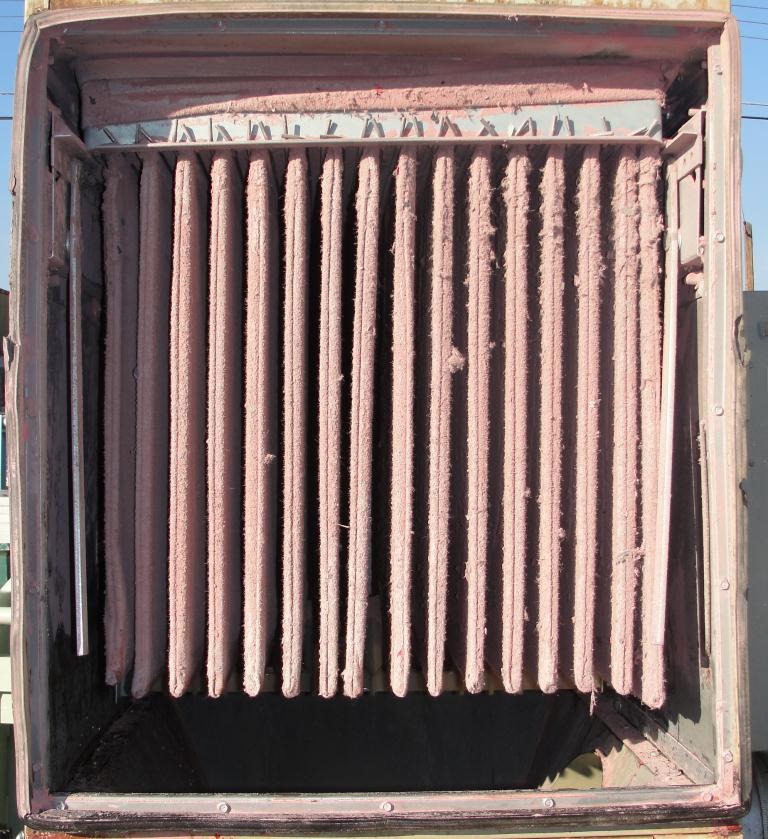
Dusting in the clean air plenum
A cement plant replaces all filter bags during a planned outage. Everything looks good visually, but during startup they notice some dusting in the clean air plenum. A leak test reveals several minor leaks at door gaskets and a handful of bags that were pinched during installation.
The issues are corrected immediately, avoiding a compliance problem and saving the plant from weeks of chasing unexplained dust. In this case, leak testing does exactly what it’s meant to do: confirm workmanship and sealing before the plant moves on.
But once production ramps up, bag failures caused by abrasion, chemical attack, or pulse cleaning stress won’t be caught by leak testing alone.

A entry level triboelectric broken bag detection system
Broken filter detectors (often triboelectric or electrodynamic sensors) are continuous monitoring devices. Instead of asking “Is there a leak right now?”, they answer a different question: “Did something change?”
These sensors are installed in the clean air duct or stack and continuously measure particulate activity. When a filter tears, a bag drops, or a cartridge cracks, the particulate level changes… and the detector flags it.
Matt Coughlin, President of Baghouse.com, explains it this way: “A broken filter detector isn’t about absolute emissions. It’s about trend deviation. It tells you that the system isn’t behaving the way it did yesterday.”
That distinction matters. Broken filter detectors are excellent at catching:
- ✔️ Sudden bag failures
- ✔️ Progressive filter degradation
- ✔️ Maintenance errors (like a bag left unseated)
- ✔️ Early warning signs before visible emissions appear
They don’t replace leak testing, but they cover the gap between inspections.

For most industrial dust collection systems (especially those tied to compliance, recirculation, or combustible dust risk) the best approach is layered.
 Leak testing should be used:
Leak testing should be used:
- ✔️ After major maintenance
- ✔️ During commissioning
- ✔️ When troubleshooting known issues
Broken filter detectors should be used:
- ✔️ On systems where downtime is costly
- ✔️ Where indoor air quality limits are tight
- ✔️ When early warning is more valuable than absolute measurement
And most importantly, both should be backed by people who understand how the system actually operates. Sensors don’t replace expertise. Tests don’t replace vigilance.
 • ✅ Simple timer: With this pulse controller, an operator sets a timer for how often the pulse valve will activate. With this type of controller, the bags are cleaned at the set interval even if they do not need cleaning. Typically, trial and error is used to set the frequency. This pulse controller is a lower-cost option because its design is simple and easy to set up. It works best with predictable or consistent loading, and it’s ideal for baghouses that need to be cleaned continuously.
• ✅ Simple timer: With this pulse controller, an operator sets a timer for how often the pulse valve will activate. With this type of controller, the bags are cleaned at the set interval even if they do not need cleaning. Typically, trial and error is used to set the frequency. This pulse controller is a lower-cost option because its design is simple and easy to set up. It works best with predictable or consistent loading, and it’s ideal for baghouses that need to be cleaned continuously.



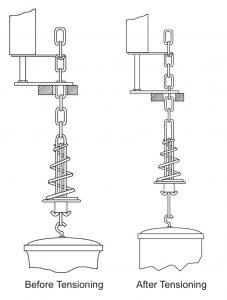 Tensioning tools provide proper support to filter bags. Improper tensioning is one of the main causes of bag failure in these systems. Excessive tensioning causes harmful stress on fabric yarns and threads, while insufficient tensioning prevents proper dust cake release.
Tensioning tools provide proper support to filter bags. Improper tensioning is one of the main causes of bag failure in these systems. Excessive tensioning causes harmful stress on fabric yarns and threads, while insufficient tensioning prevents proper dust cake release.
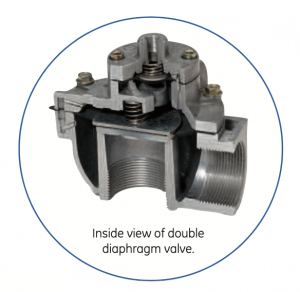 The efficiency of your pulse-jet cleaning system depends on proper valve operation. Diaphragm and solenoid valves work together to ensure consistent baghouse cleaning performance.
The efficiency of your pulse-jet cleaning system depends on proper valve operation. Diaphragm and solenoid valves work together to ensure consistent baghouse cleaning performance. 

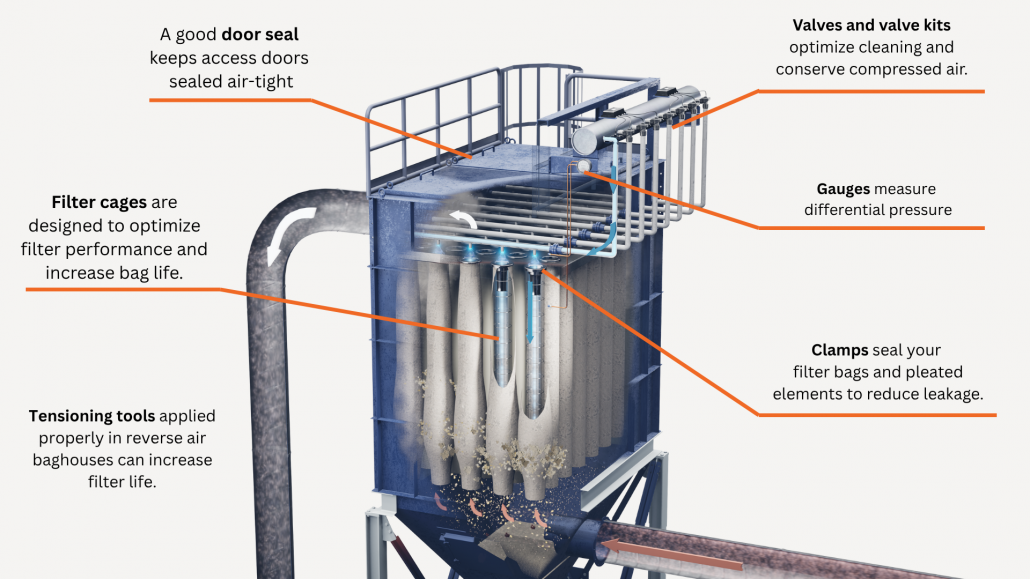
 Door seals help prevent outside air from leaking into the system. Properly sealed doors avoid corrosion, emissions, and production losses. A poor door seal is one of the most overlooked maintenance issues in dust collectors and can lead to:
Door seals help prevent outside air from leaking into the system. Properly sealed doors avoid corrosion, emissions, and production losses. A poor door seal is one of the most overlooked maintenance issues in dust collectors and can lead to:



 At
At 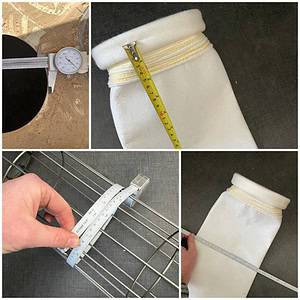
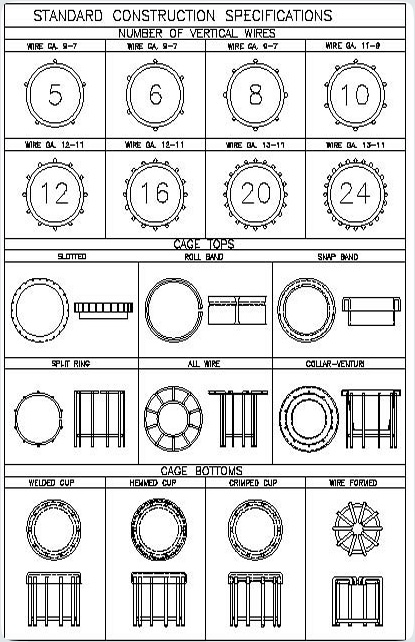
 ✅ Filter Construction – This differs based on how the bags are installed in the baghouse
✅ Filter Construction – This differs based on how the bags are installed in the baghouse