La mayoría de los sistemas de control de polvo no fallan de un día para otro. Poco a poco se van alejando de su diseño original, hasta que un día las emisiones aumentan, los operadores empiezan a quejarse o el ventilador comienza a consumir mucha más potencia de la que debería. Para ese momento, ya no estás manejando el sistema: estás reaccionando.
 Las inspecciones del sistema completo son la forma de detectar esos problemas a tiempo. Cuando se hacen correctamente, las pruebas te dicen si tu sistema de control de polvo sigue funcionando como fue diseñado y si puede manejar de forma segura las demandas actuales de producción.
Las inspecciones del sistema completo son la forma de detectar esos problemas a tiempo. Cuando se hacen correctamente, las pruebas te dicen si tu sistema de control de polvo sigue funcionando como fue diseñado y si puede manejar de forma segura las demandas actuales de producción.
Diseñar un sistema de control de polvo con colector tipo baghouse requiere cálculos cuidadosos y la optimización de múltiples variables para asegurar un desempeño confiable, cumplimiento normativo y una larga vida útil.
Hay dos razones principales para realizar pruebas en un sistema de control de polvo: Primero, confirmar que el sistema está operando según el diseño. Las velocidades en los ductos, el flujo de aire en las campanas, la caída de presión en el colector y el desempeño del ventilador cambian con el tiempo debido al desgaste, acumulación de material y cambios en el proceso. Segundo, verificar que el sistema realmente esté reduciendo el polvo en el aire y la exposición de los trabajadores. Un colector puede estar funcionando, con ventiladores girando y manómetros marcando presión, y aun así no controlar el polvo donde más importa. Las inspecciones conectan los números de flujo de aire con una reducción real de la exposición.

 El flujo de aire dentro de un ducto nunca es uniforme. Medir la velocidad en un solo punto da resultados engañosos. Una medición correcta requiere recorrer toda la sección transversal del ducto, dividiéndola en áreas iguales y midiendo la presión de velocidad en el centro de cada área. Mientras más pequeñas las áreas, mayor precisión.
El flujo de aire dentro de un ducto nunca es uniforme. Medir la velocidad en un solo punto da resultados engañosos. Una medición correcta requiere recorrer toda la sección transversal del ducto, dividiéndola en áreas iguales y midiendo la presión de velocidad en el centro de cada área. Mientras más pequeñas las áreas, mayor precisión.
La velocidad se calcula con la fórmula:
V = 4005 × √VP
Luego se promedian las velocidades, se multiplican por el área del ducto y se obtiene el flujo de aire en pies cúbicos por minuto (CFM).
Recomendaciones clave:
- ✔️ Medir al menos a ocho diámetros del ducto lejos de codos o ramales
- ✔️ Hacer dos recorridos perpendiculares cuando sea posible
- ✔️ Corregir por densidad del aire si hay diferencias importantes de temperatura, humedad o altitud
- ✔️ Considerar que la carga de polvo afecta el desempeño de los instrumentos
Las lecturas de presión estática son muy sensibles a cómo se instalan los puntos de medición. Los orificios deben quedar al ras del ducto, perforados (no punzonados) y sin rebabas. Una mala instalación genera lecturas falsas y diagnósticos erróneos.
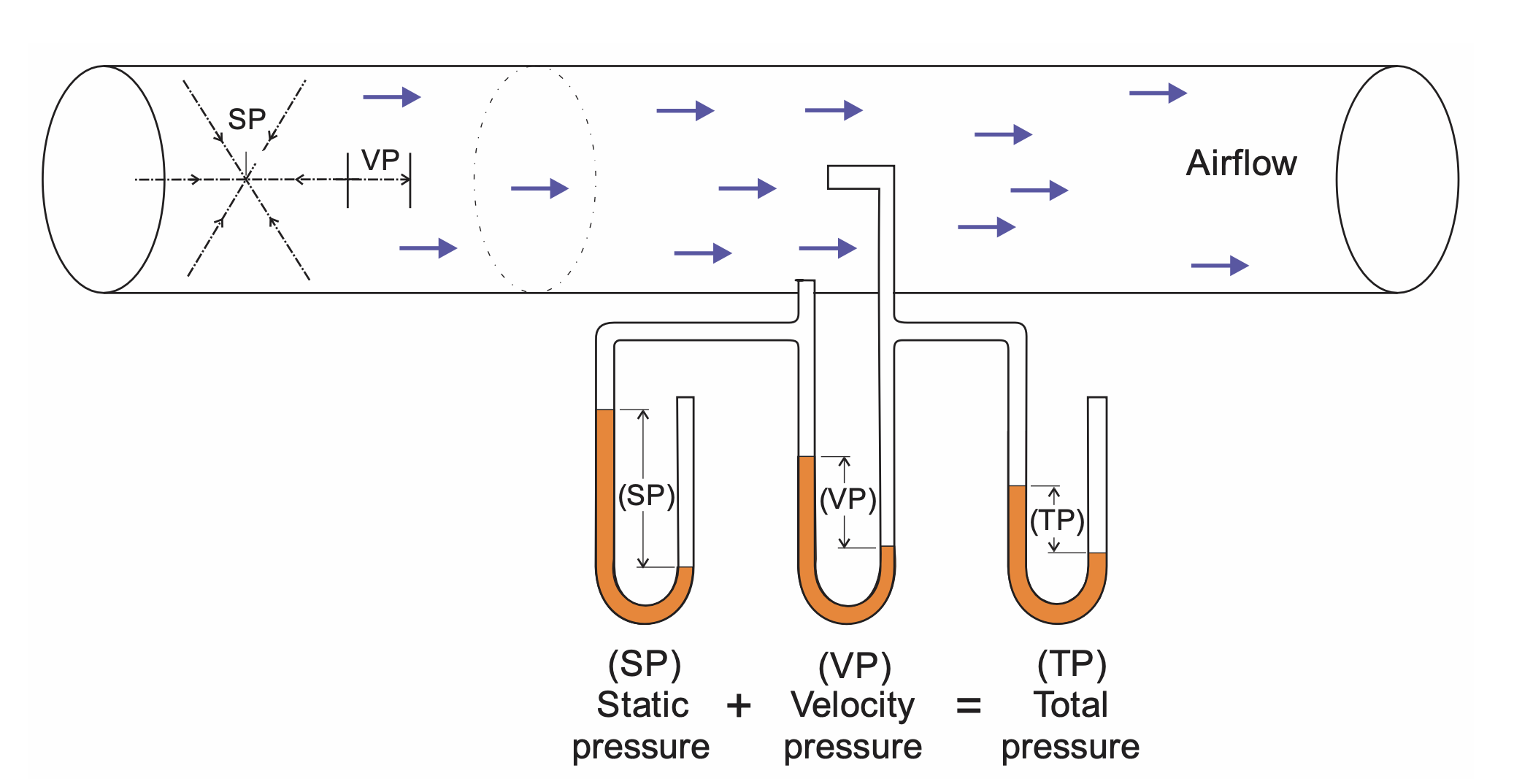
Relationship between static pressure, velocity pressure, and
total pressure. Example represents the suction side of the fan.
Evita medir en codos o zonas con alta turbulencia. Los cambios bruscos de sección distorsionan las lecturas. La presión estática ayuda a identificar dónde se está perdiendo energía y si las pérdidas coinciden con el diseño original.
La eficiencia del control de polvo se puede evaluar gráficamente o con cálculos.
La eficiencia se calcula así:
η = (Coff − Con) / Coff × 100%
Términos de la formula explicados:
➡️ η (eta) - eficiencia de colección
➡️ Coff - concentración antes del colector (a la entrada)
➡️ Con - concentración después del colector (a la salida)
Las concentraciones generalmente se miden en unidades como mg/m³, granos/ft³, o algo parecido.
Ejemplo:
Si:
✔️ Coff = 100 mg/m³
✔️ Con = 2 mg/m³
Entonces:
Esto significa que la eficiencia es del 98%, o sea, el colector está eliminando el 98% de las partículas que entran al sistema.
Un punto clave
Alta eficiencia no significa automáticamente recirculación segura o cumplimiento de las regulaciones ambientales.Incluso un sistema con 99.9% de eficiencia puede exceder los límites de OSHA si la concentración de entrada es alta o el polvo es peligroso (sílice, metales, polvo combustible).
Las mediciones repetidas deben analizarse estadísticamente y siempre acompañarse de las condiciones de operación.