En plantas de cemento, fundiciones, procesamiento de alimentos, instalaciones metalúrgicas e incluso talleres de carpintería, hay un problema común: los sistemas de colectores de polvo parece que fallan siempre en el peor momento. Los motores se traban sin previo aviso. Los ventiladores empiezan a vibrar hasta generar reparaciones costosas. Los filtros se tapan y la producción se detiene por completo.
Hoy, sin embargo, los sensores remotos y el monitoreo en la nube están cambiando la forma en que las plantas mantienen sus sistemas. En lugar de reaccionar después de una falla, ahora es posible anticipar los problemas con días o incluso semanas de anticipación.
“El IoT finalmente les da a los equipos de mantenimiento la visibilidad que siempre necesitaron”, dice Matt Coughlin, propietario de Baghouse.com. “Cuando realmente puedas ver qué está pasando dentro de tu colector de polvo en tiempo real, dejarás de adivinar y empezarás a prevenir problemas”.
Los dispositivos IoT funcionan como pasarelas que envían los datos de los sensores a la nube.
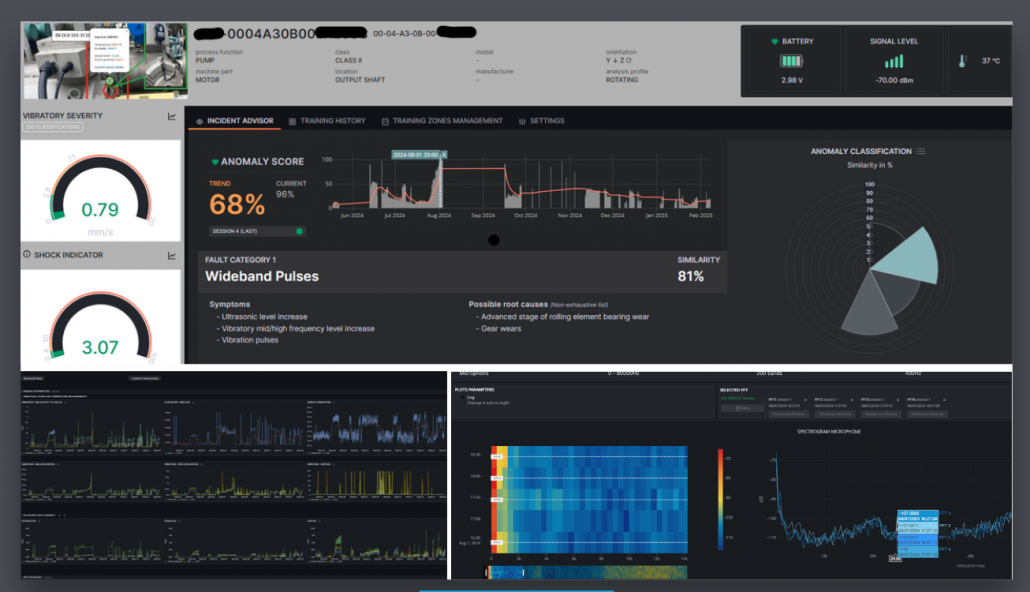
Los sensores remotos modernos lo hacen posible al medir con precisión la vibración, temperatura, presión, caudal de aire y estado del equipo. Los datos se transmiten de inmediato a un panel seguro en la nube (accesible desde cualquier lugar), que alerta a los equipos antes de que una falla se manifieste.
Según Eric Schummer, CEO de Senzary, “Las plantas descubren que, una vez que empiezan a recopilar estos datos, las interrupciones a la producción bajan rápidamente. No puedes arreglar lo que no ves, y el IoT elimina por completo ese punto ciego”.
A continuación, te mostramos un ejemplo práctico de cómo funciona el IoT (Internet Of Things), qué beneficios ofrece y cómo empresas de distintos sectores lo están usando para mejorar la confiabilidad, la seguridad y la productividad.
Los dispositivos IoT actúan como puntos que envían los datos de los sensores a la nube. Funcionan de manera independiente de los PLC de planta, lo que los hace ideales para sistemas de mantenimiento.
Hoy existen sensores inalámbricos, alimentados por batería, que se instalan fácilmente en:
 ✅ Motores de ventiladores
✅ Motores de ventiladores- ✅ Rodamientos
- ✅ Válvulas
- ✅ Válvulas rotativas
- ✅ Tanque de aire comprimido
- ✅ Compartimientos del colector
- ✅ Tramos de ductos con riesgo térmico o de chispas
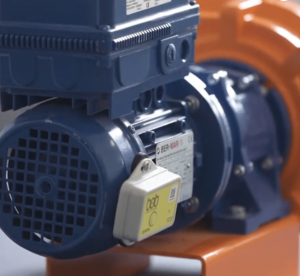 ✅ Motores de ventiladores
✅ Motores de ventiladoresEstos sensores miden vibración, aceleración, temperatura, presión diferencial, humedad y mucho más. Luego, los dispositivos cargan los datos encriptados a través de redes celulares. Esto permite monitorear el desempeño de forma remota y diagnosticar problemas sin subir escaleras ni ingresar a zonas inseguras.
Eric Schummer comenta: “Hoy el hardware es simple. Instalas un sensor, conectas un dispositivo y los datos empiezan a fluir automáticamente. Plantas de cualquier tamaño pueden adoptar mantenimiento predictivo sin rediseñar sus controles”.

El mantenimiento predictivo mediante IoT ya no es opcional… es una ventaja competitiva.
Al evaluar una solución IoT, preguntate:
 ⁉️ ¿Se conectará fácilmente a tu equipo?
⁉️ ¿Se conectará fácilmente a tu equipo?- ⁉️ ¿Recolectará los datos que realmente necesitás?
- ⁉️ ¿Predicirá fallas con anticipación?
- ⁉️ ¿Ayudará a mejorar el desempeño de la planta a largo plazo?
- ⁉️ ¿Será compatible con distintas marcas de sensores y equipos?
 ⁉️ ¿Se conectará fácilmente a tu equipo?
⁉️ ¿Se conectará fácilmente a tu equipo?Como dice Matt: “La recolección de polvo ya no tiene por qué ser reactiva. Con IoT, te adelantas a los problemas en lugar de correr detrás de ellos”.
El IoT ya está entre nosotros. Las plantas que lo adoptan están reduciendo las interrupciones a la producción, extendiendo la vida útil de los equipos y logrando una visibilidad de sus operaciones como nunca antes.
Si se implementa correctamente, el mantenimiento predictivo pasa a ser la norma (no la excepción) y los colectores de polvo se vuelven mucho más confiables, eficientes y seguros.