When ordering replacement baghouse bag filters, it is extremely important that you order the right size to ensure a proper fit in your baghouse.
 Properly fitting bags and cages are integral to achieving long filter bag life and optimum baghouse performance. Filter bags come in a huge variety of sizes and types, to fit many makes and models of baghouses.
Properly fitting bags and cages are integral to achieving long filter bag life and optimum baghouse performance. Filter bags come in a huge variety of sizes and types, to fit many makes and models of baghouses.
Top Load, Snap Band Filter Bag

Use a tape measure or ruler and measure the width across the bag.
Flat width/Diameter
- Lay the bag out on a table or floor, flatten it completely.
- Use a tape measure or ruler and measure the width across the bag.

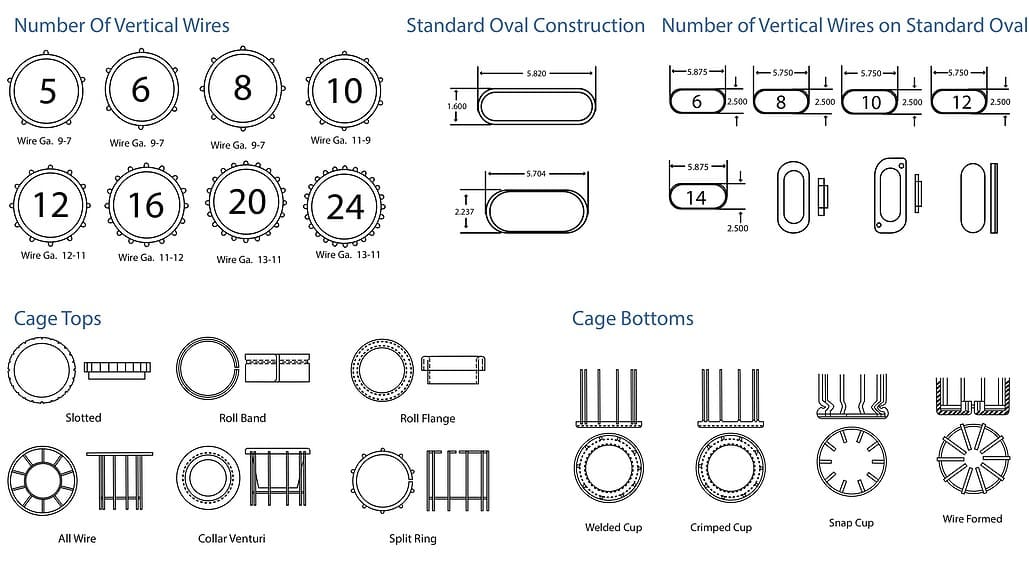
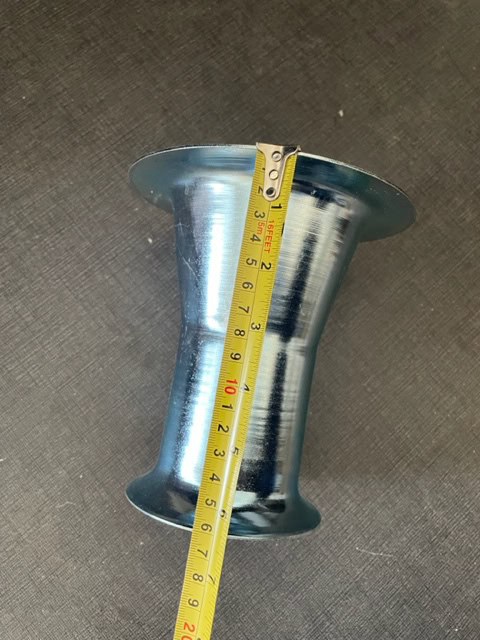
Step one: Measure from top to bottom the full length of the cage.
- Full length of the cage: Mide de arriba a abajo.
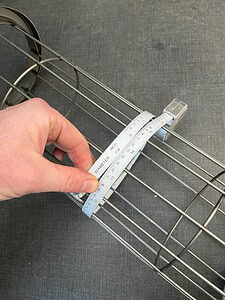
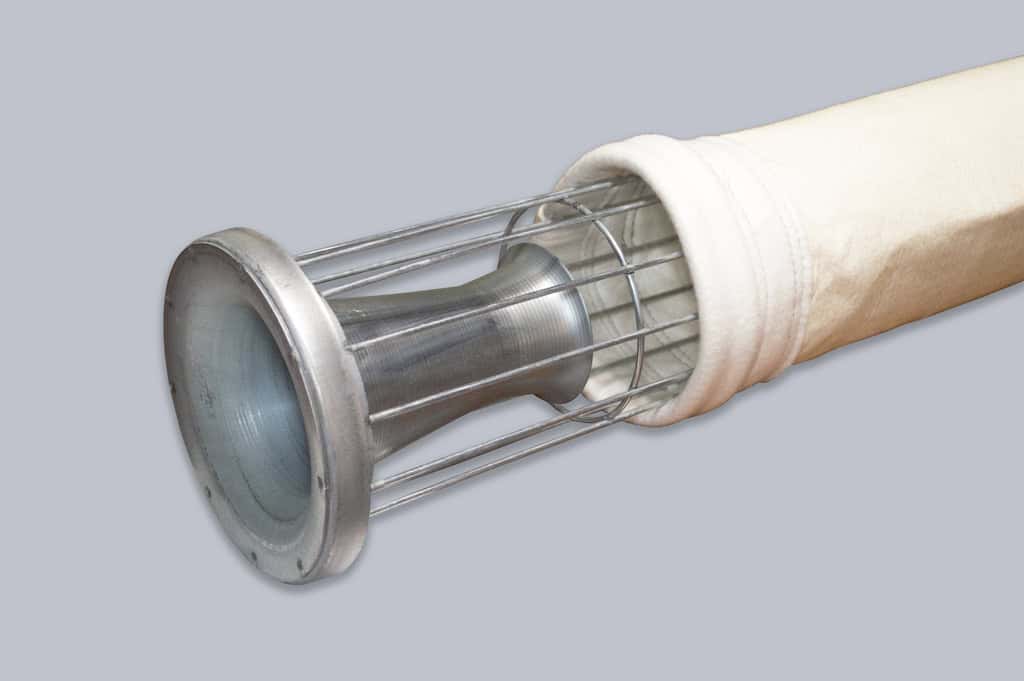
Mide el diámetro en el centro de la jaula, en el punto más ancho entre los cables. Idealmente, usar una cinta Pi para determinar la circunferencia proporcionará una medición exacta.
2. Diámetro: Mide el diámetro en el centro de la jaula, en el punto más ancho entre los cables. Idealmente, usar una cinta Pi para determinar la circunferencia proporcionará una medición exacta.


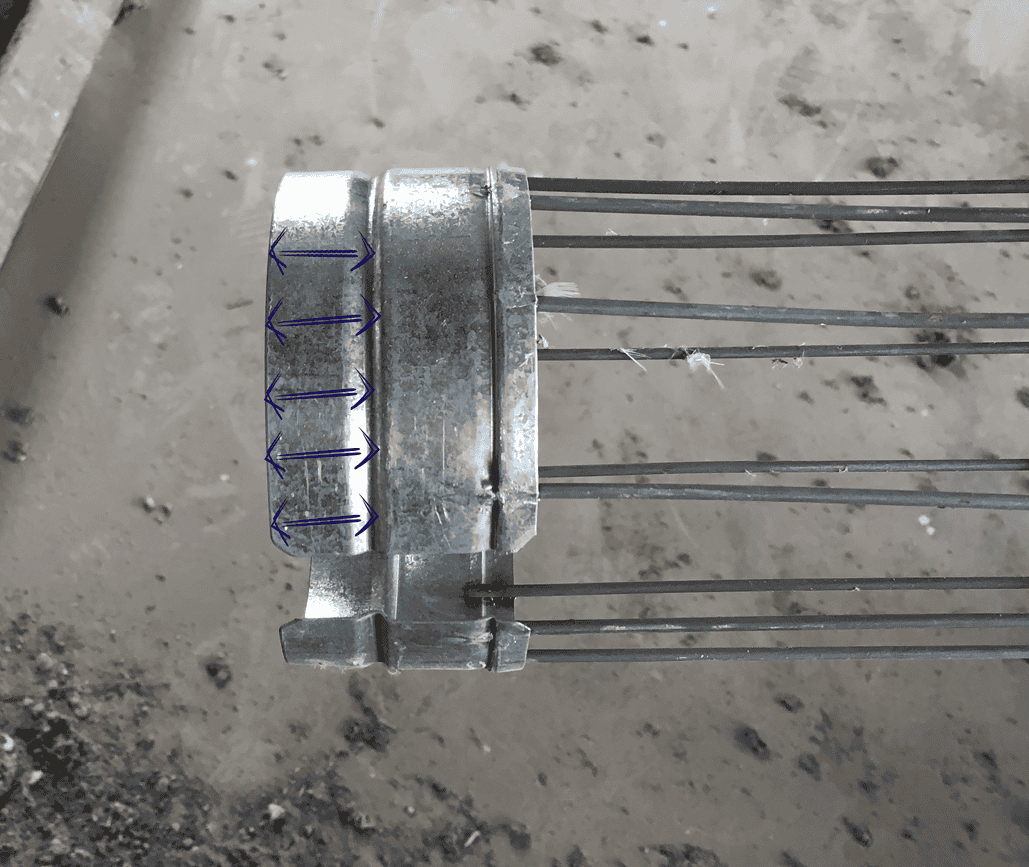

Measure across the center of the hole in a straight line from one edge to the opposite edge.
Another important measurement to have in mind when ordering filters or cages, is the size of the tube sheet hole where our filters will be placed. This will ensure there is a perfect seal, extending the life of the filters and not allowing dust to go through.